
用于冷镦机大直径材料的校直装置及校直方法.pdf

宁馨****找我


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于冷镦机大直径材料的校直装置及校直方法.pdf
本发明公开了一种用于冷镦机大直径材料的校直装置及校直方法,包括盘圆组件、压料架和托轮,盘圆组件与压料架配合,盘圆组件与托轮之间依次设有滚轴校直A架、滚轴校直B架和滚轮校直架,滚轴校直A架、滚轴校直B架、滚轮校直架和托轮为同轴结构。本发明其采用滚轴校直与滚轮校直的优化组合方法,以达到对冷镦前材料多向-多弧度空间弯曲型态进行校直的目的,使大直径材料在短路径快速校直并可有效减少镦制品弹性回跳,提高成品率或二次加工的成品率;该校直方法首先将被镦材料以盘圆形态安置在盘圆组件上,接着材料经拉动由压料架约束导向先后进入

冷镦机进料校直装置.pdf
本发明涉及冷镦机的改造,是一种冷镦机进料校直装置,它具有冷镦机进料平台及安装支架;特别是:安装支架下端的连接法兰安装有调速电机,安装支架上端的连接法兰连接有支承座,支承座设有轴承位及轴孔,支承座的轴承位内采用轴承安装有传动轴,传动轴的下端是与调速电机的输出轴构成连接,传动轴的上端安装有校直辊;支承座的轴孔内安装有从动轴,从动轴的上端安装有从动校直辊,校直辊上的传动齿轮是与从动校直辊上的传动齿轮配合安装,校直辊上的滚槽是与从动校直辊上的滚槽合围构成轧制圆钢的断面轮廓;本发明解决了现有的冷镦机所存在的操作人员

冷镦机校直机械手装置.pdf
本发明公开了冷镦机校直机械手装置,其特征在于:包括机械手支架和挂料轴,机械手支架安装设有上下牵引轮、竖向校直轮组和水平校直轮组,上牵引轮由顶压气缸进行推动,上下牵引轮的轮轴后端安装齿轮并通过齿轮啮合传动,下牵引轮的轮轴后端齿轮与减速电机的输出传动连接,上下牵引轮的进料一侧设有挡料机械手,挡料机械手为条形框体结构,挡料机械手由挡料气缸进行推动,挡料机械手的进料一侧设有前顶料滚轮,前顶料滚轮可进行左右方向的手动调节,挡料机械手的出料一侧设有后顶料滚轮,后顶料滚轮由顶料气缸进行推动,挂料轴平行于上下牵引轮设置。

一种用于大直径线缆校直的校直机.pdf
本发明提供了一种用于大直径线缆校直的校直机,属于校直器材领域,包括基座、固定板和移动板,所述固定板与所述基座固定连接,所述移动板上设置有用于推动所述移动板移动的压紧机构,所述固定板远离所述基座的一侧均匀间隔地设置有多个第一凸起,相邻两个所述第一凸起之间形成第一凹槽,所述第一凸起上设置有校直轮,所述移动板靠近所述固定板的一侧设置有多个能嵌入所述第一凹槽的第二凸起,所述第二凸起上设置有压紧轮。第二凸起能嵌入到第一凹槽中,增大了压紧轮的下行行程,增强了压紧轮对线缆的压紧力,进而达到校直的效果。本发明提供的用于大
一种用于大直径线缆校直的校直装置及其设备.pdf
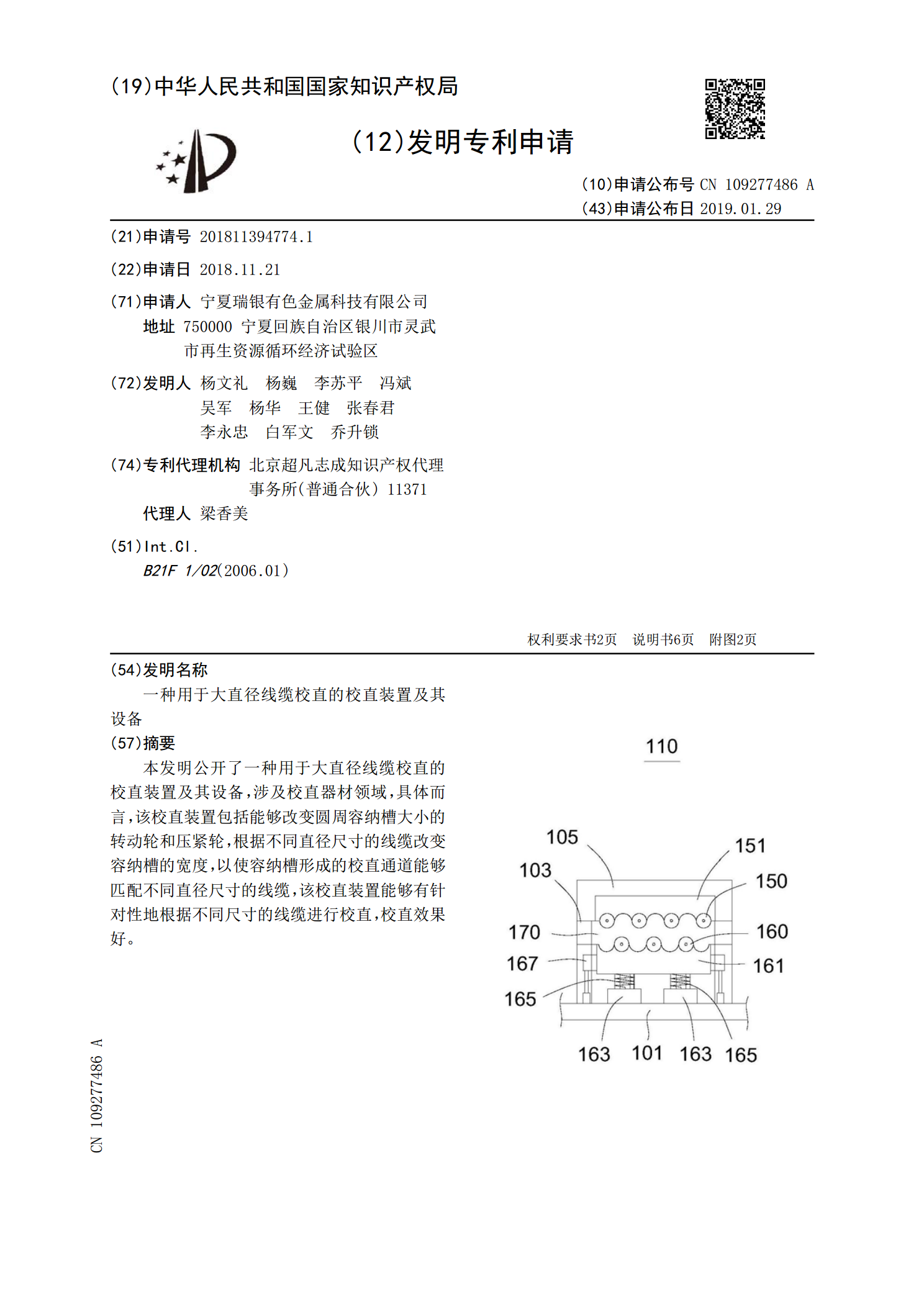
本发明公开了一种用于大直径线缆校直的校直装置及其设备,涉及校直器材领域,具体而言,该校直装置包括能够改变圆周容纳槽大小的转动轮和压紧轮,根据不同直径尺寸的线缆改变容纳槽的宽度,以使容纳槽形成的校直通道能够匹配不同直径尺寸的线缆,该校直装置能够有针对性地根据不同尺寸的线缆进行校直,校直效果好。