
蓄积装置.pdf

努力****爱静


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

蓄积装置.pdf
本发明提供一种蓄积装置,该蓄积装置(4)包括:排列有多个上辊(511)的上臂(51);排列有多个下辊(521)的下臂(52),在上臂(51)上固定有上齿轮(61),在下臂(52)上固定有下齿轮(62)。通过上齿轮(61)与下齿轮(62)啮合而在铅垂方向上使上臂(51)和下臂(52)同时向彼此相反的方向移动。由此,在使下臂(52)向铅垂方向移动时的下臂(52)的重量的影响能够被上臂(51)的重量抵消,因此能够减小使下臂(52)向上方移动时所需的力。从而能够将用于变更上臂(51)和下臂(52)之间的间隔的气缸
纸张蓄积装置和纸张蓄积装置的控制方法.pdf
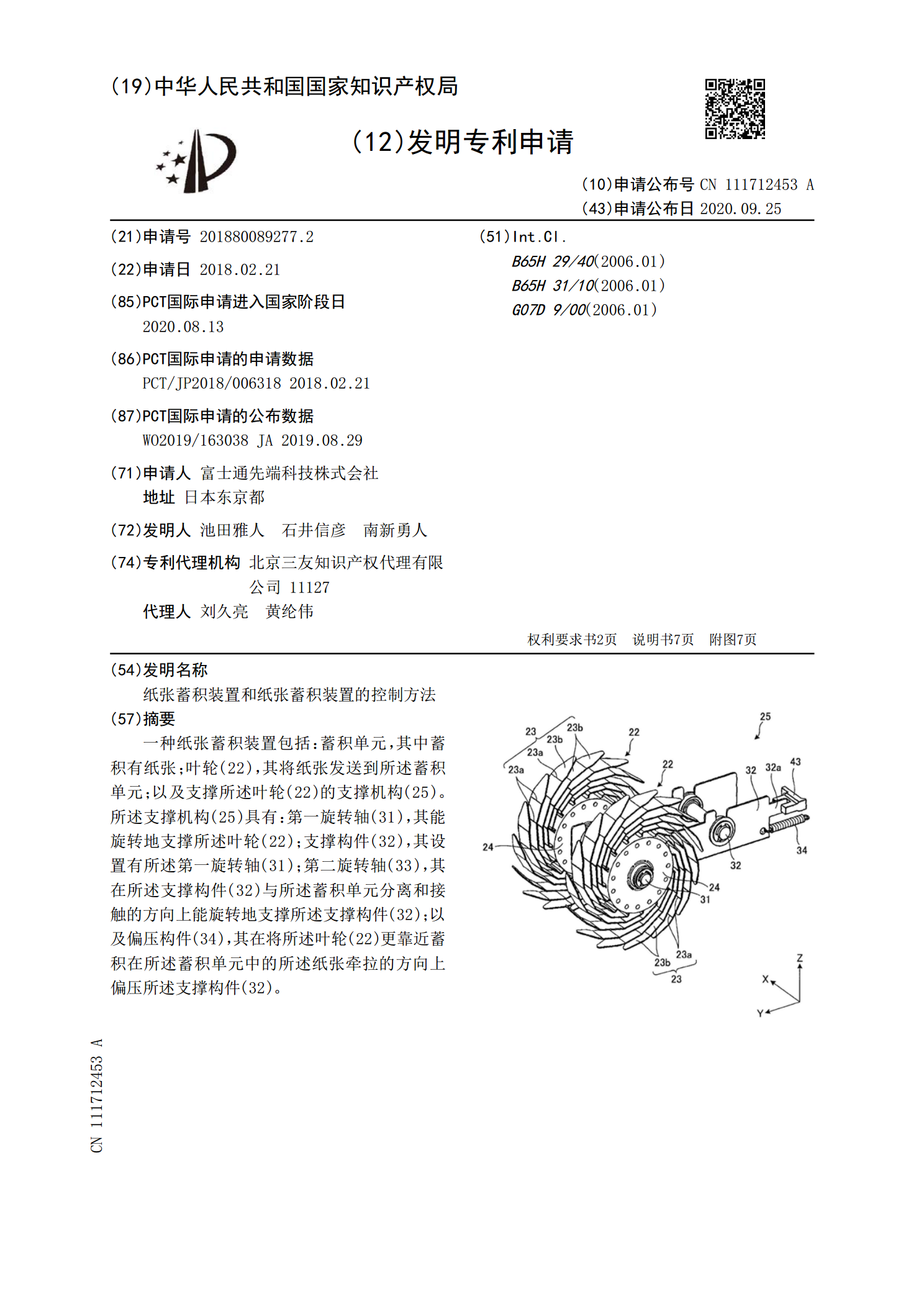
一种纸张蓄积装置包括:蓄积单元,其中蓄积有纸张;叶轮(22),其将纸张发送到所述蓄积单元;以及支撑所述叶轮(22)的支撑机构(25)。所述支撑机构(25)具有:第一旋转轴(31),其能旋转地支撑所述叶轮(22);支撑构件(32),其设置有所述第一旋转轴(31);第二旋转轴(33),其在所述支撑构件(32)与所述蓄积单元分离和接触的方向上能旋转地支撑所述支撑构件(32);以及偏压构件(34),其在将所述叶轮(22)更靠近蓄积在所述蓄积单元中的所述纸张牵拉的方向上偏压所述支撑构件(32)。
电力转换装置、控制装置、数据蓄积装置以及数据蓄积方法.pdf
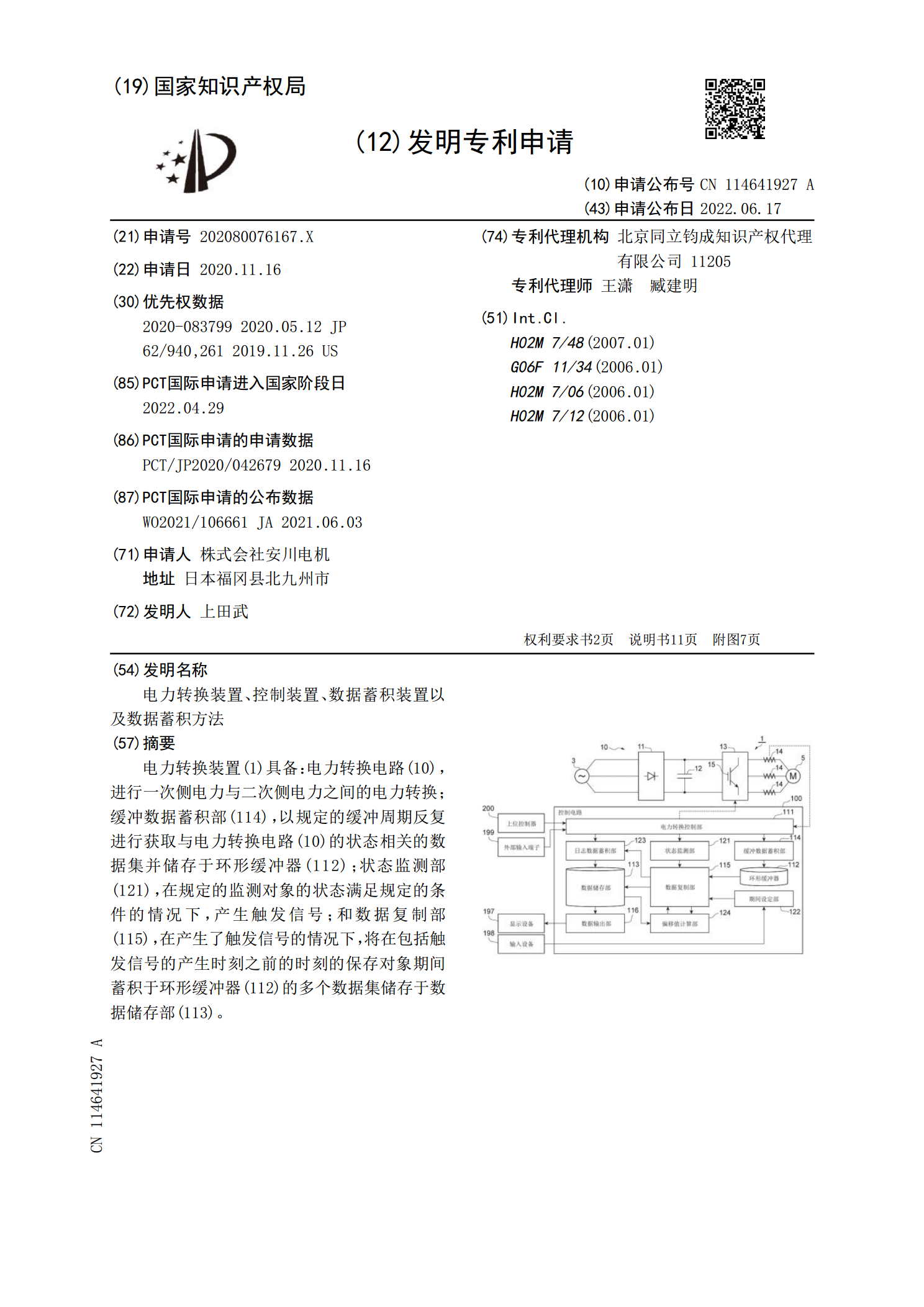
电力转换装置(1)具备:电力转换电路(10),进行一次侧电力与二次侧电力之间的电力转换;缓冲数据蓄积部(114),以规定的缓冲周期反复进行获取与电力转换电路(10)的状态相关的数据集并储存于环形缓冲器(112);状态监测部(121),在规定的监测对象的状态满足规定的条件的情况下,产生触发信号;和数据复制部(115),在产生了触发信号的情况下,将在包括触发信号的产生时刻之前的时刻的保存对象期间蓄积于环形缓冲器(112)的多个数据集储存于数据储存部(113)。

介质蓄积送出装置.pdf
一种介质蓄积送出装置,在进行送出时能够利用节省空间的结构使叶轮(5)避开,而且延长叶轮(5)的寿命。介质蓄积送出装置利用能够旋转的叶轮(5)来拍打纸币(14)而进行蓄积,并且将所蓄积的纸币(14)送出,所述叶轮(5)包括具有挠性的多个叶片,所述介质蓄积送出装置具有罩滑架(38),其安装了能够沿与介质输送方向垂直的方向移动的叶轮罩(18),在进行介质蓄积时使所述罩滑架(38)移动,使得所述叶轮罩(18)偏离覆盖所述叶轮(5)的位置,在进行介质送出时使所述罩滑架(38)移动,使得所述叶轮罩(18)覆盖所述叶轮

介质蓄积装置和介质交易装置.pdf
提供一种介质蓄积装置,该介质蓄积装置具有:介质收纳部,其收纳介质;第1叶轮,其轴支承在旋转轴上,在外周的一部分设置有第1叶片,敲击所述介质而使其蓄积在所述介质收纳部中;驱动源,其使所述第1叶轮旋转;抵接部,其与所述第1叶轮同步地旋转;第2叶轮,其同轴地轴支承在所述旋转轴上,在外周的一部分设置有第2叶片,敲击所述介质而使其蓄积在所述介质收纳部中;以及限制器,其与所述第2叶轮同步地旋转,所述抵接部与所述限制器抵接,由此,所述第2叶轮追随于所述第1叶轮进行旋转。