
一种大尺度曲面工件轮廓精密测量方法.pdf

森林****来了


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺度曲面工件轮廓精密测量方法.pdf
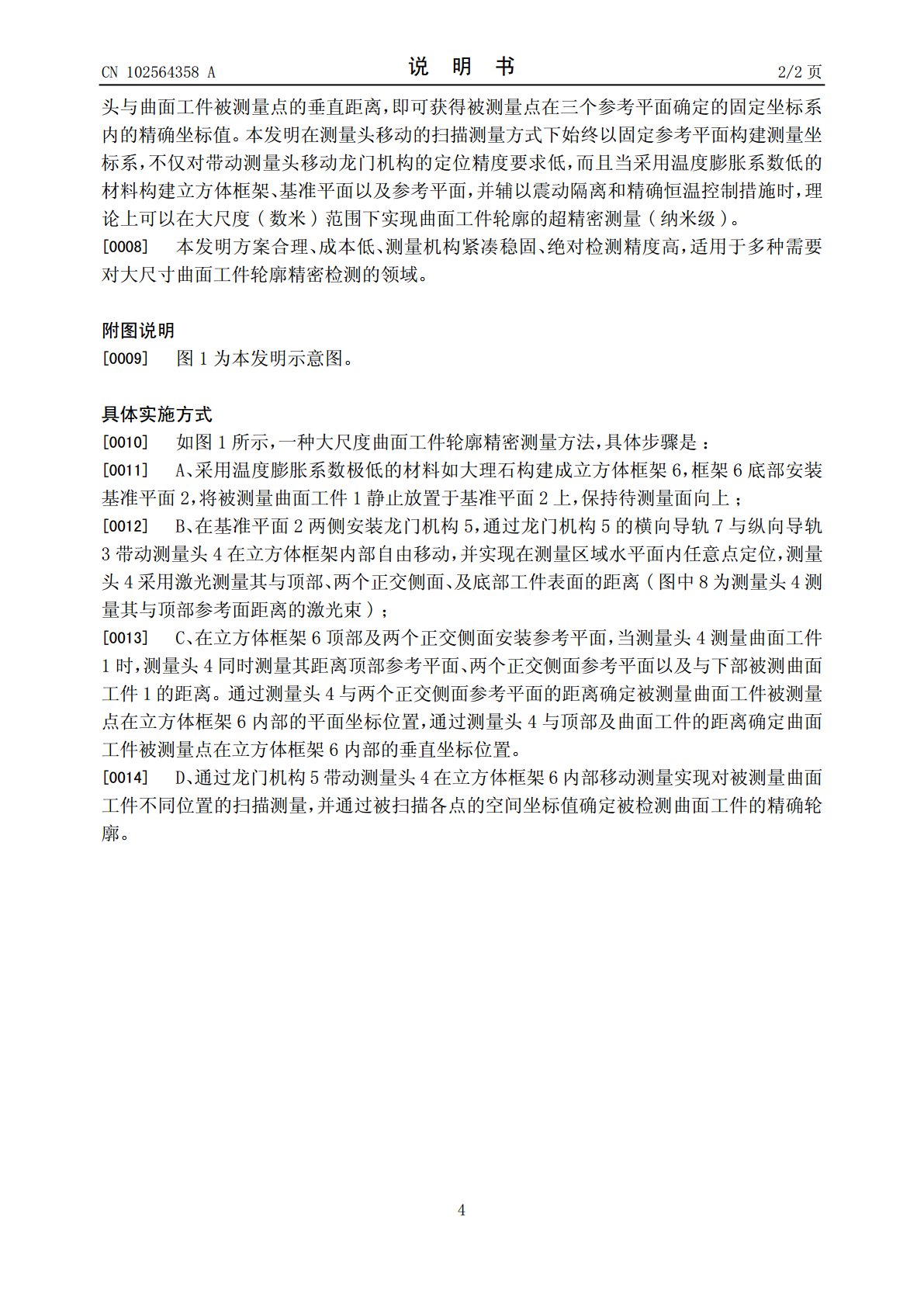
本发明属于机械加工方法类,具体是一种大尺度曲面工件轮廓精密测量方法,具体是:建成一立方体框架,框架底部安装基准平面,将被测量曲面工件放置于基准平面上;在基准平面两侧安装龙门机构,龙门机构上装测量头,龙门机构的横向导轨和纵向导轨带动测量头在测量区域水平面内自由移动;在立方体框架顶部及两个正交侧面安装参考平面,当测量头测量曲面工件时,测量头同时测量距离顶部参考平面、两个正交侧面参考平面以及与下部被测曲面工件的距离;通过龙门机构带动测量头在立方体框架内移动测量实现对曲面工件不同位置的扫描测量,并通过被扫描各点的
一种曲面轮廓测量方法.pdf
本发明揭示了一种曲面轮廓测量方法,包括将矩阵电路贴附在待测曲面上,通过侦测矩阵电路上相邻两根电场通道之间的距离值,还原各根电场通道的位置数据;沿垂直于所述待测曲面的表面方向改变所述矩阵电路的驱动位置至少一次,采集到多组电场通道的位置数据;根据所述多组电场通道的位置数据,判断各根电场通道的位置状态,并还原待测曲面的形状。本发明相较传统的曲面测量方式,具有测量速度快、测量精度高、生产成本低等优点。

一种三维曲面上微细图形轮廓信息的精密测量方法.pdf
本发明公开了一种三维曲面上微细图形轮廓信息的精密测量方法,方法的实现包括:在三维曲面表面,涂布柔性材料;柔性材料固化后,将印有微细图形的柔性材料摊开在平整基底上,柔性材料印有微细图形的一面朝上;对摊开在平整基底上的柔性材料印有的微细图形进行测量,得到三维曲面上微细图形的轮廓信息。本发明通过将曲面图形轮廓信息转移至柔性材料上,再将柔性材料铺展成平面进行测量,由此,不仅测试结果精确可靠,而且操作相对简单便捷,还可以用于测量大曲率甚至任意自由曲面上的微细图形的轮廓信息。

基于点云重建技术的工件曲面轮廓度测量方法研究的开题报告.docx
基于点云重建技术的工件曲面轮廓度测量方法研究的开题报告一、研究背景在制造过程中,工件的表面质量和形状精度是评价其质量的一个重要指标。曲面轮廓度是表征曲面形状不规则度的参数,是工件表面质量和形状精度的重要指标之一,因而它的测量具有重要的意义。传统测量曲面轮廓度的方法基本上都是基于物理测量,使用比较仪、表面粗糙度仪等测量设备进行测量,其缺点在于操作繁琐、测量精度受操作人员技能和设备精度的限制。而随着计算机技术的不断发展,光学扫描和点云重建技术已经逐渐成为曲面轮廓度测量的一种趋势。点云重建技术是通过利用光学扫描

不规则曲面轮廓测量方法研究.docx
不规则曲面轮廓测量方法研究不规则曲面轮廓测量方法研究摘要:随着工业生产的不断发展,对曲面轮廓测量的需求日益增加。然而,不规则曲面的测量相对更为复杂,需要采用适当的方法来获得准确的测量结果。本文针对不规则曲面轮廓测量问题进行了深入研究,总结了现有的测量方法,并提出了一种新的测量方法。关键词:不规则曲面,轮廓测量,测量方法1.引言众所周知,曲面轮廓的测量是工业生产中非常重要的一个环节。不规则曲面的测量相对更为困难,因此为了提高测量结果的准确性和可靠性,研究人员一直在探索各种不规则曲面轮廓测量方法。本文旨在总结