
金属结合剂砂轮磨削径向跳动的测量装置.pdf

St****36


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金属结合剂砂轮磨削径向跳动的测量装置.pdf
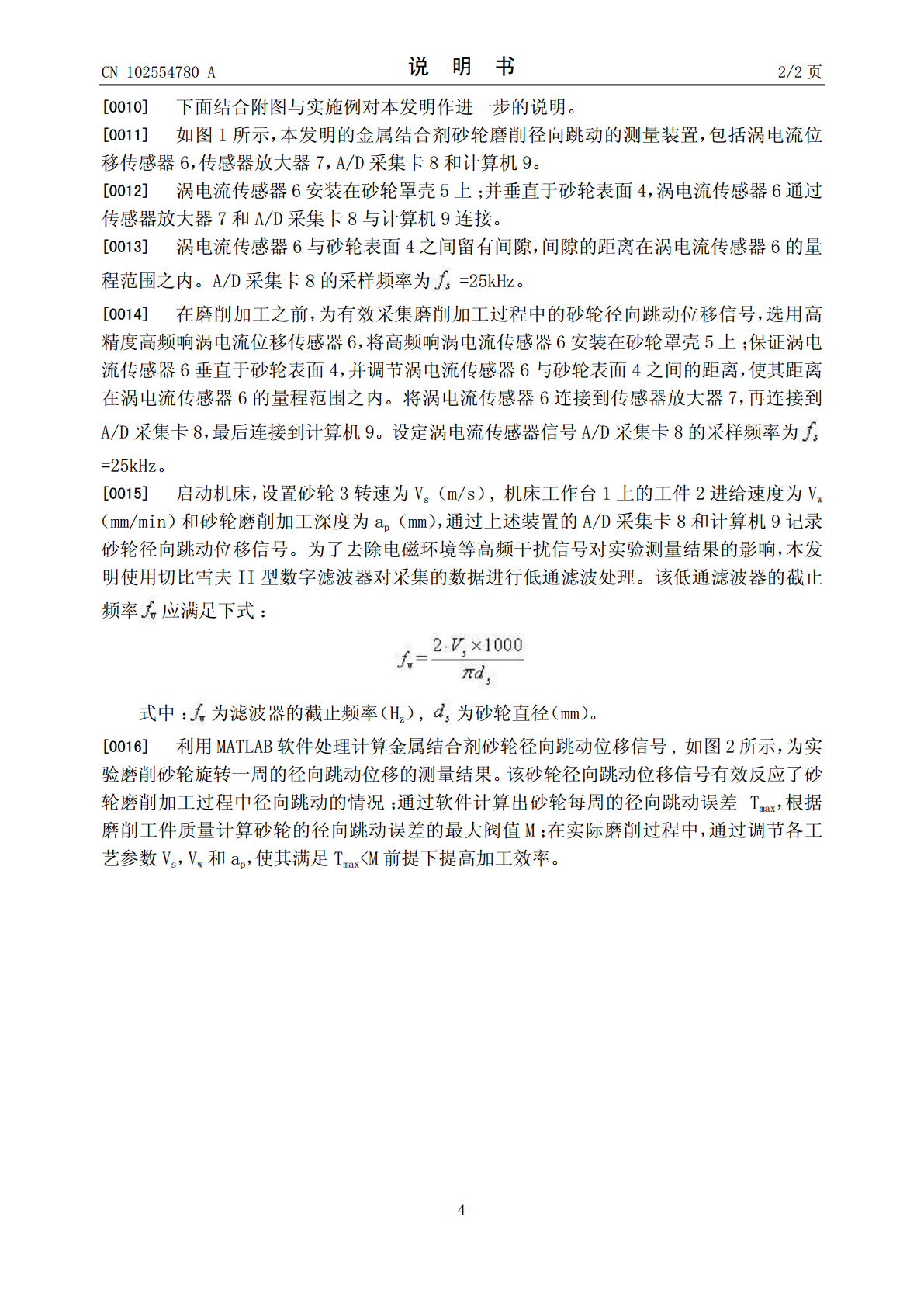
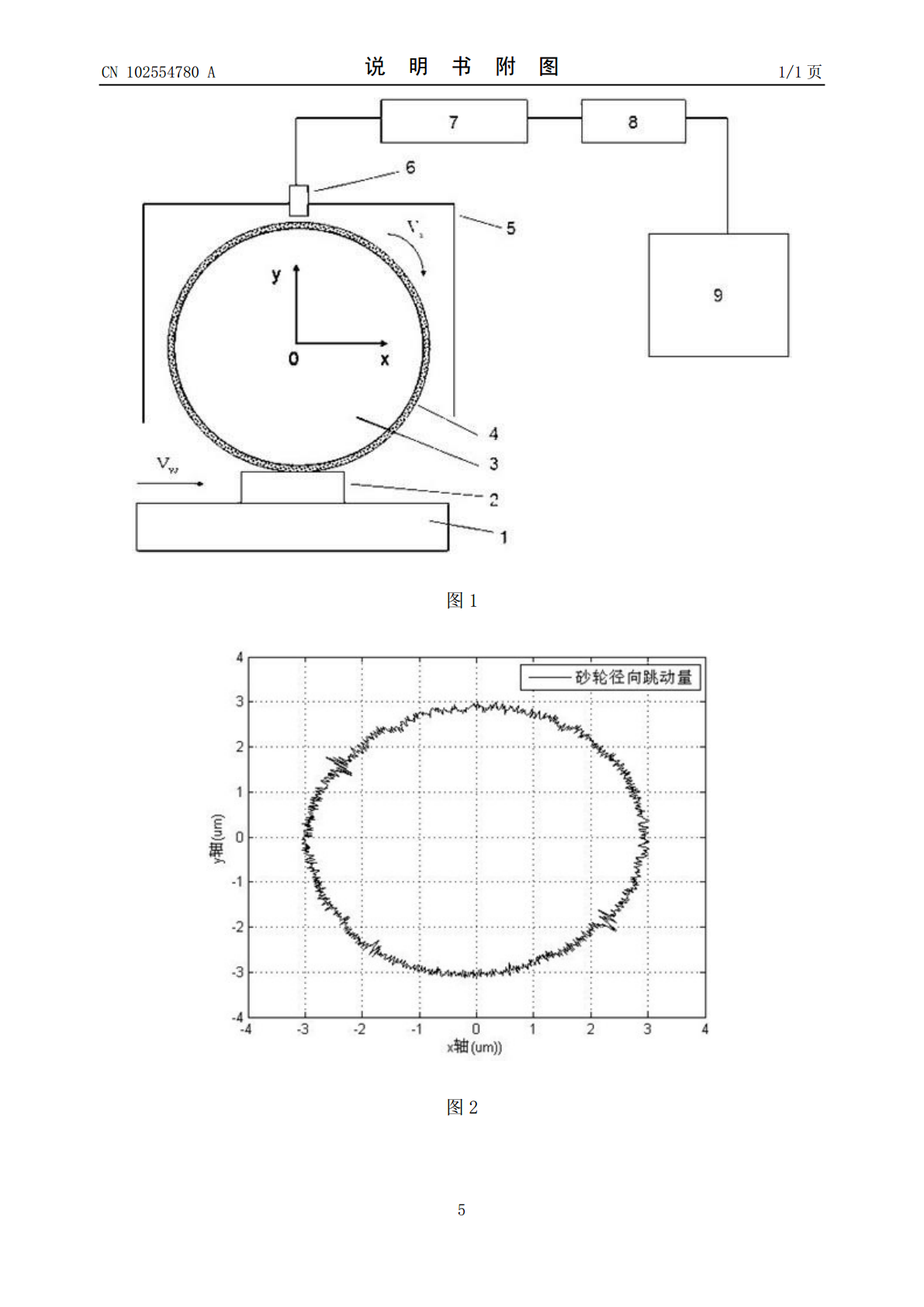
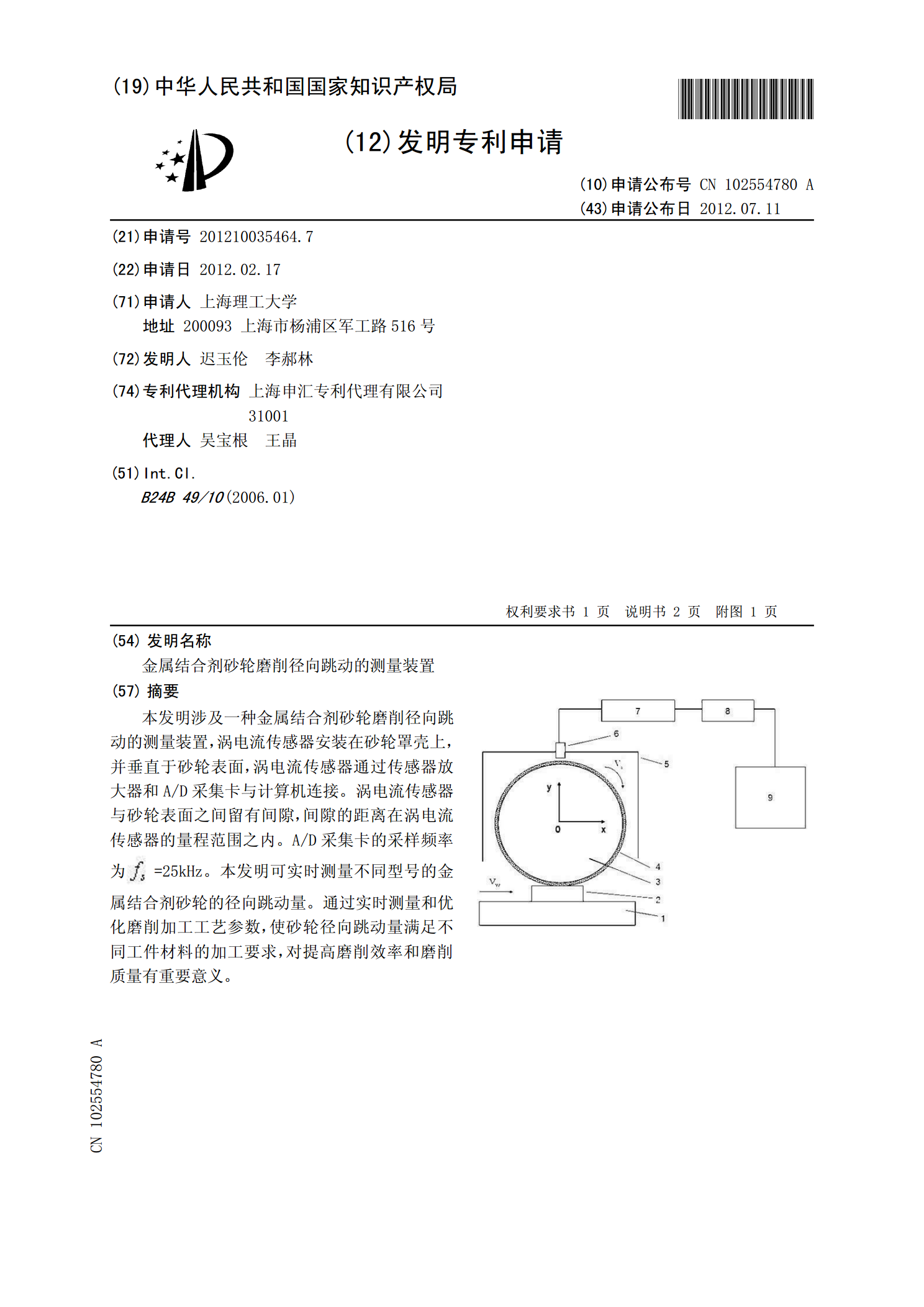
本发明涉及一种金属结合剂砂轮磨削径向跳动的测量装置,涡电流传感器安装在砂轮罩壳上,并垂直于砂轮表面,涡电流传感器通过传感器放大器和A/D采集卡与计算机连接。涡电流传感器与砂轮表面之间留有间隙,间隙的距离在涡电流传感器的量程范围之内。A/D采集卡的采样频率为=25kHz。本发明可实时测量不同型号的金属结合剂砂轮的径向跳动量。通过实时测量和优化磨削加工工艺参数,使砂轮径向跳动量满足不同工件材料的加工要求,对提高磨削效率和磨削质量有重要意义。
一种砂轮径向跳动在位测量方法及装置.pdf
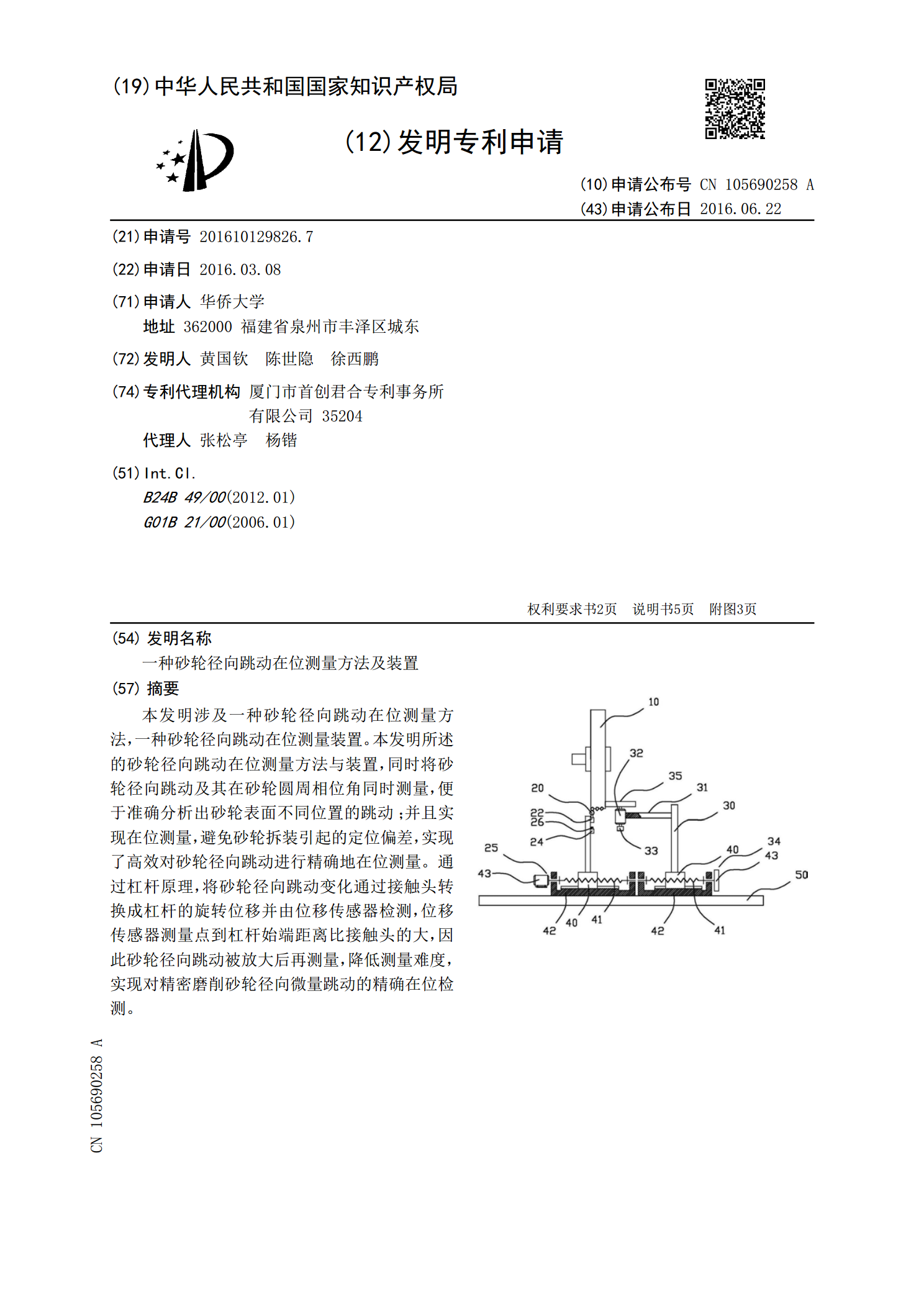
本发明涉及一种砂轮径向跳动在位测量方法,一种砂轮径向跳动在位测量装置。本发明所述的砂轮径向跳动在位测量方法与装置,同时将砂轮径向跳动及其在砂轮圆周相位角同时测量,便于准确分析出砂轮表面不同位置的跳动;并且实现在位测量,避免砂轮拆装引起的定位偏差,实现了高效对砂轮径向跳动进行精确地在位测量。通过杠杆原理,将砂轮径向跳动变化通过接触头转换成杠杆的旋转位移并由位移传感器检测,位移传感器测量点到杠杆始端距离比接触头的大,因此砂轮径向跳动被放大后再测量,降低测量难度,实现对精密磨削砂轮径向微量跳动的精确在位检测。

径向及端面跳动测量装置.pdf
本发明提供了一种径向及端面跳动测量装置,用于轮形物品的径向及端面跳动的测量,包括固定基板及转轴,在所述固定基板上设置有垂直于所述端面的第一导轨及平行于所述端面的第二导轨,所述第一导轨上设置有用于测量所述轮形物品径向跳动第一数显表,所述第一数显表的触头抵接于所述轮形物品的外轮廓,所述第二导轨上设置有用于测量轮形物品端面跳动的第二数显表,所述第二数显表的触头抵接于所述轮形物品的端面上。通过上述测量装置可以方便测量轮形物品是否合格。

齿轮径向跳动测量.docx
齿轮径向跳动检测实验目的、了解卧式径向检查仪工作原理及使用方法。学会使用卧式径向检查仪检测齿轮径向跳动。实验原理图2-11-底座;2-工作台固紧螺丝;3-顶针固紧螺丝;4-被测齿轮;5-升降螺母6-指示表抬起手柄;7-指示表;8-测量头;9-中心顶针;图2-2齿圈径向跳动误差ΔFr是在齿轮一转范围内,处于齿槽内或轮齿上、与齿高中部双面接触的测头在齿槽内或齿轮上,于齿高中部双面接触,测头相对于齿轮轴心线的最大变动量。见图2-2a,以齿轮基准孔的轴线o为中心,转动齿轮,使齿槽在正上方,再将球形测头(或用圆柱)

风电轴承径向跳动的测量装置及其测量方法.pdf
本发明公开了一种风电轴承径向跳动测量装置,包括支架、传动部件、万能测量表座、测量表及圆柱形的标准样柱,所述传动部件包括安装在支架上的电动机、安装电动机输出轴上并位于支架上端的转动底座及安装在转动底座上的传动齿轮;所述万能测量表座包括磁性底座、活动测杆及磁性开关,所述活动测杆的一头通过一竖直杆活动连接在磁性底座上,另一头开设一表具孔;所述磁性开关安装在磁性底座上用于控制磁性底座与被测轴承的外圈或内圈吸附连接;所述测量表安装在活动测杆的表具孔中。本发明还公开了一种风电轴承径向跳动测量方法,包括测量轴承内外圈的