
项目一数控车床的操作.ppt

YY****。。

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共234页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
项目一数控车床的操作.ppt
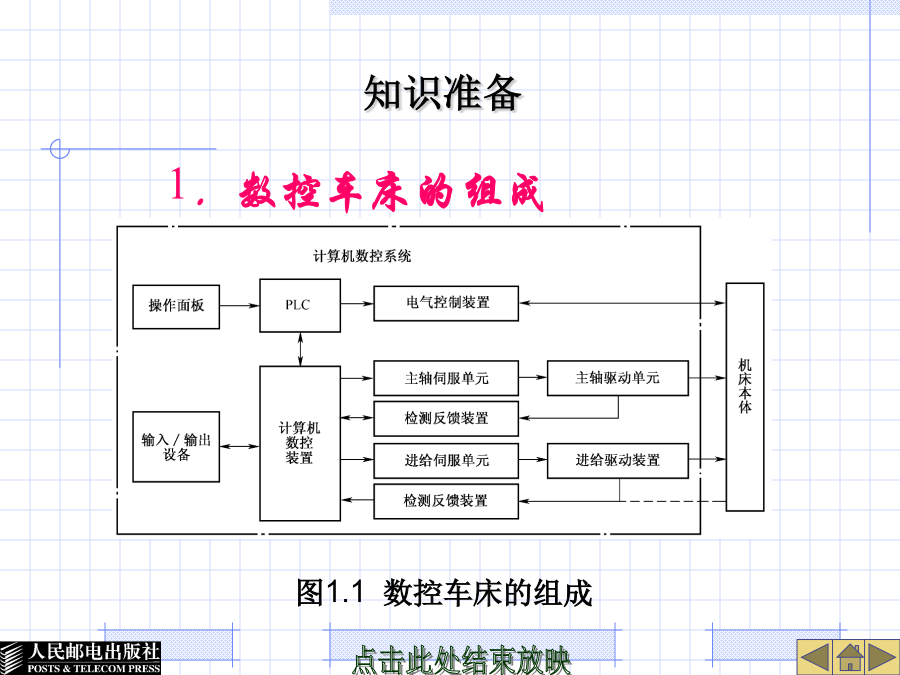
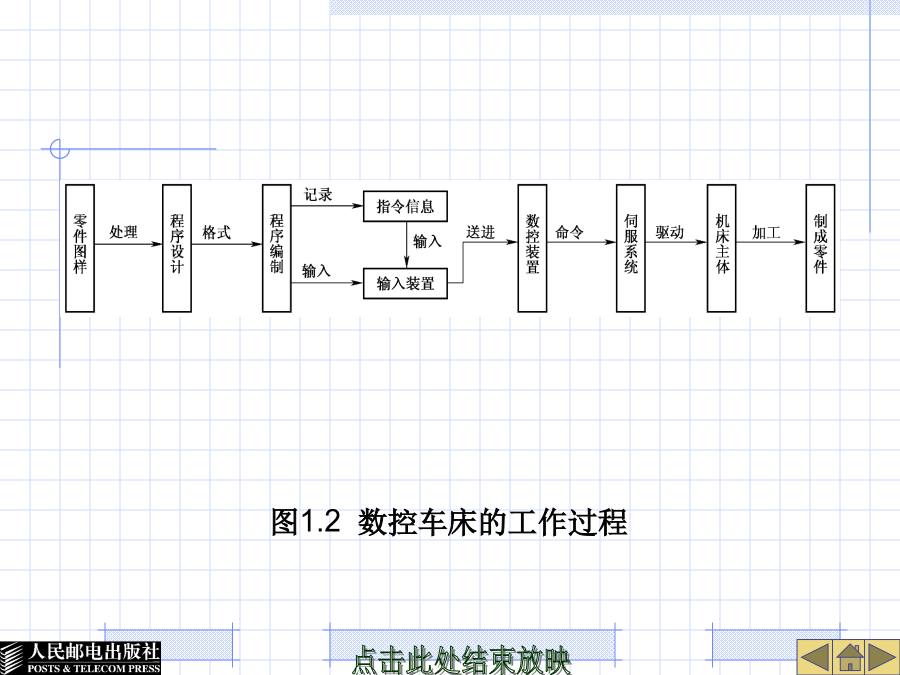
项目一数控车床的操作学习目标◎掌握数控车床的对刀及参数设定◎掌握数控车床的自动运行和其他运行方式◎掌握数控仿真软件数控车床加工部分的使用任务一认识数控车床技能目标知识准备2.数控车床的工作过程、原理和特点图1.2数控车床的工作过程(2)数控车床的工作原理。(3)数控车床的特点。3.数控车床的分类(2)按主轴的配置形式分类。(3)按数控系统控制的轴数分类。4.数控车床型号代码的含义5.数控车床的发展趋势图1.3数控车床外形图(1)高速、高精密化。(2)高可靠性。(3)数控车床设计CAD化、结构设计模块化。(
实训项目(一) 数控车床操作演示.ppt
实训项目(一)数控车床操作演示二、实训目的:三、实训场地及设备四、实训内容及指导2.面板操作MDA用于直接通过操作面板输入一段数控程序SPINSTAR主轴正转方向键:选择要移动的轴(SIEMENS802S/c车床)如下图所示:用操作键盘结合显示屏可以进行数控系统操作。操作内容:3.加工演示:车端面车外圆手动操作数控机床回参考点----“加工”操作区“JOG”模式---“加工”操作区MDA模式(手动输入)----“加工”操作区刀具补偿建立新刀具刀具补偿参数确定刀具补偿值输入/修改零点偏置值—“
项目一认识与操作数控车床.ppt
项目一认识与操作数控车床一、学习相关知识一、学习相关知识一、学习相关知识水平床身经济型数控车床一、学习相关知识FANUC0i—TA数控车床系统操作界面SIEMENS802S数控车床系统操作面板华中数控HNC-22T数控车系统操作面板一、学习相关知识机床坐标系的规定:采用符合右手定则规定的笛卡尔坐标系,对于机床坐标系的方向,统一规定增大工件与刀具间距离的方向为正方向。大拇指的方向为X轴的正方向,食指指向Y轴的正方向,中指指向Z轴的正方向。转动轴A、B、C转动的正方向。对工件旋转的主轴(如车床主轴),其正转方

项目3 数控车床的基本操作.doc
项目3数控车床的基本操作项目目标:熟悉GSK980TD数控车床系统的操作面板,了解各按钮的名称、功能熟练掌握数控车床手动、手轮操作掌握GSK980TD数控车床系统程序基本结构和格式掌握GSK980TD数控车床系统程序图形模拟校验程序的操作步骤实训条件:装备GSK980TD数控系统的数控车床机床编程和使用说明书主要操作:指认面板各按钮以不同的速度手动控制刀具沿着设定的方向移动以不同的速度手轮控制刀具沿着设定的方向移动机床回零解读典型程序利用操作面板编辑程序【入门操作】在教师指导下,完成以下基本操作,通过操作

项目二数控车床对刀操作.ppt
一、回顾任务一、数控车床有哪些组成?二、项目引入任务二、数控车床为什么要对刀?二、项目引入任务一、数控车床为什么要对刀?第一步:确定数控车床坐标系二、项目展开任务三数控车床对刀有哪些方法?二、项目展开任务四数控车床试切法对刀的原理?二、项目展开任务五数控车床试切法对刀的步骤二、项目展开任务五数控车床试切法对刀的步骤二、项目展开任务五数控车床试切法对刀的步骤二、项目展开任务五数控车床试切法对刀的步骤