
一种具有台阶孔工件的内台阶端面与大孔轴心垂直度检测装置及其检测方法.pdf

是来****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种具有台阶孔工件的内台阶端面与大孔轴心垂直度检测装置及其检测方法.pdf
一种具有台阶孔工件的内台阶端面与大孔轴心垂直度检测装置及其检测方法。涉及一种机加工零件精度的专门检测用具及其检测方法。提供了一种适用于大口径工件,能快速、方便得出检测数据,且具有极高基准条件的具有台阶孔工件的内台阶端面与大孔轴心垂直度检测装置及其检测方法。包括检测表具,还包括中心杆、旋座、表具连接机构、底座、偏心轮和压杆;本发明所需完成的任务是检测工件上内台阶圆端面与大孔之间垂直度的检测,内台阶圆端面和大孔孔面分别为检测基准面和被检测面。利用检测装置中底座下部底盘的底面作为定位基准面,与检测基准面面接触。

螺纹孔对端面垂直度的检测.docx
内螺纹的垂直度怎么加工和保证?以及怎么测量?在车床上加工内螺纹,可以与端面一块加工,这样就可以保证垂直度。如果是攻丝,一要用夹具保证螺母的垂直度,二要靠丝锥有良好的导向性,可以将丝锥前段磨出导向段,保证攻丝与预制孔的同轴度。如果用手用丝锥攻丝,在开始攻丝的时候,可以用直角尺靠在丝锥上检查垂直度,如果垂直,继续攻一圈后再量,直至垂直度达到要求。要检查加工完成的工件,可做一个检具,检具的做法,是一个带台阶的螺纹,像丝堵一样,拧到底以后,检具的台阶贴在内螺纹的端面上,查看光隙或涂色检验,或用塞尺检验。三针法测量

一种台阶端面平衡孔的加工方法.pdf
一种台阶端面平衡孔的加工方法,它涉及一种端面平衡孔的加工方法。本发明要解决现有工艺无法保证平衡孔尺寸精度要求的技术问题。本发明所述一种台阶端面平衡孔的加工方法按以下步骤进行:一、将专用夹具定位安装到预钻孔的转子端面上,使用Φ30钻头钻孔;二、使用Φ37.5扩孔钻扩孔;三、使用Φ38铰刀铰孔;四、重复步骤一~三,逐个实现转子端面所有平衡孔的加工。本发明所述台阶端面平衡孔的加工方法,解决了台阶端面平衡孔尺寸加工超差的难题。本发明的方法加工后的平衡孔表面粗糙度由原Ra1.6提高至Ra0.4~Ra0.8。本发明的
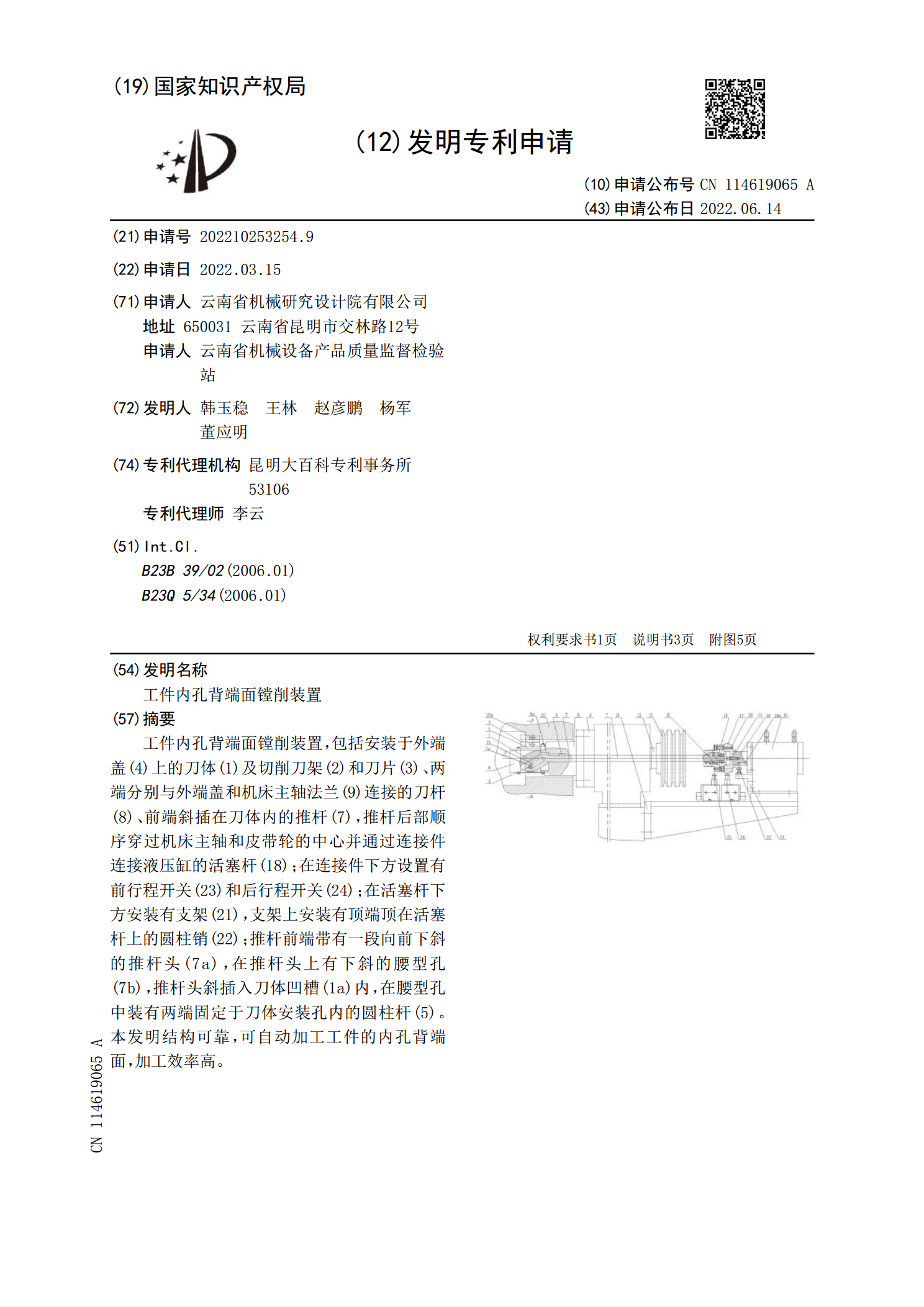
工件内孔背端面镗削装置.pdf
工件内孔背端面镗削装置,包括安装于外端盖(4)上的刀体(1)及切削刀架(2)和刀片(3)、两端分别与外端盖和机床主轴法兰(9)连接的刀杆(8)、前端斜插在刀体内的推杆(7),推杆后部顺序穿过机床主轴和皮带轮的中心并通过连接件连接液压缸的活塞杆(18);在连接件下方设置有前行程开关(23)和后行程开关(24);在活塞杆下方安装有支架(21),支架上安装有顶端顶在活塞杆上的圆柱销(22);推杆前端带有一段向前下斜的推杆头(7a),在推杆头上有下斜的腰型孔(7b),推杆头斜插入刀体凹槽(1a)内,在腰型孔中装有
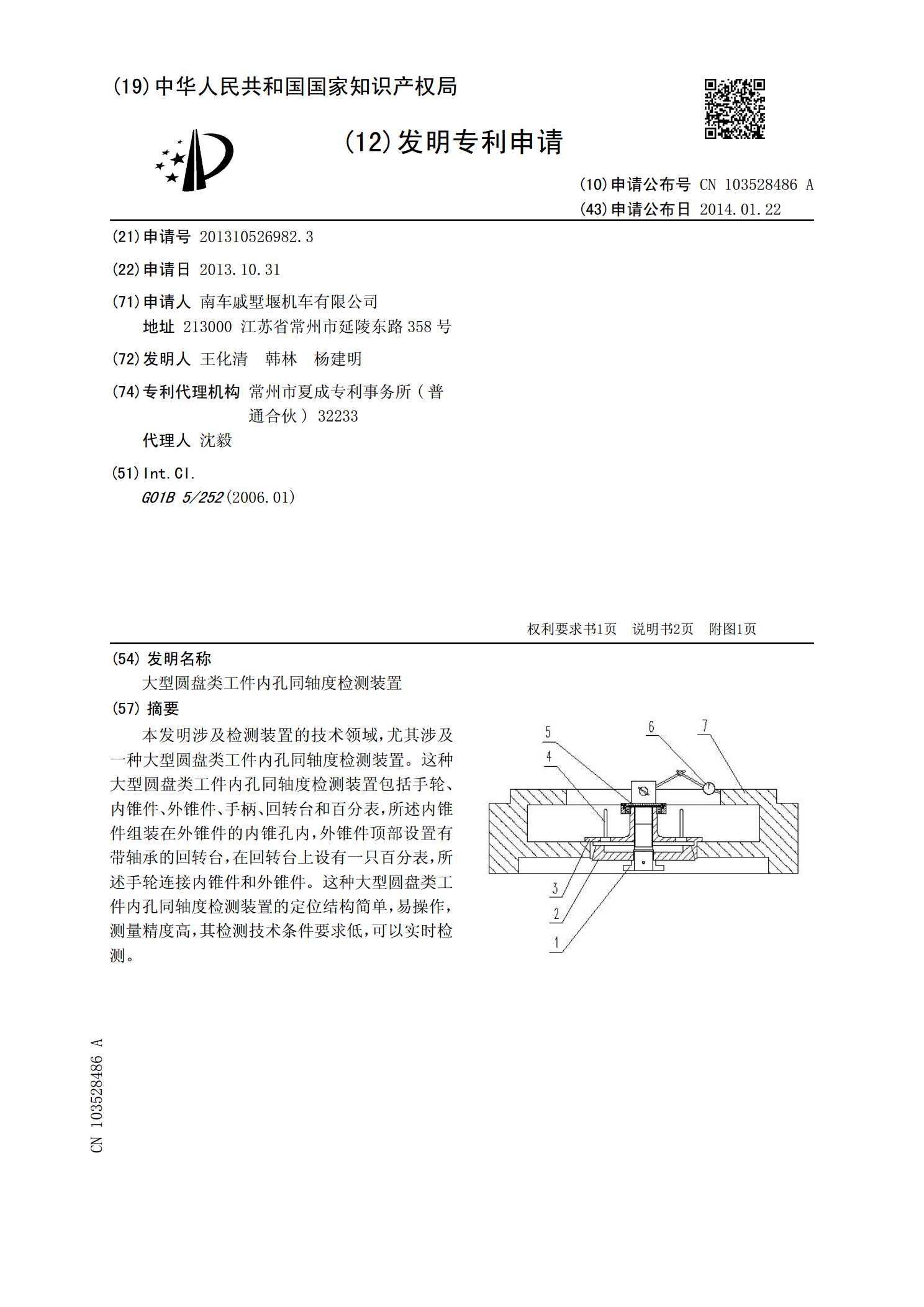
大型圆盘类工件内孔同轴度检测装置.pdf
本发明涉及检测装置的技术领域,尤其涉及一种大型圆盘类工件内孔同轴度检测装置。这种大型圆盘类工件内孔同轴度检测装置包括手轮、内锥件、外锥件、手柄、回转台和百分表,所述内锥件组装在外锥件的内锥孔内,外锥件顶部设置有带轴承的回转台,在回转台上设有一只百分表,所述手轮连接内锥件和外锥件。这种大型圆盘类工件内孔同轴度检测装置的定位结构简单,易操作,测量精度高,其检测技术条件要求低,可以实时检测。