
一种滚珠丝杆专用淬火机床轨道.pdf

一只****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种滚珠丝杆专用淬火机床轨道.pdf
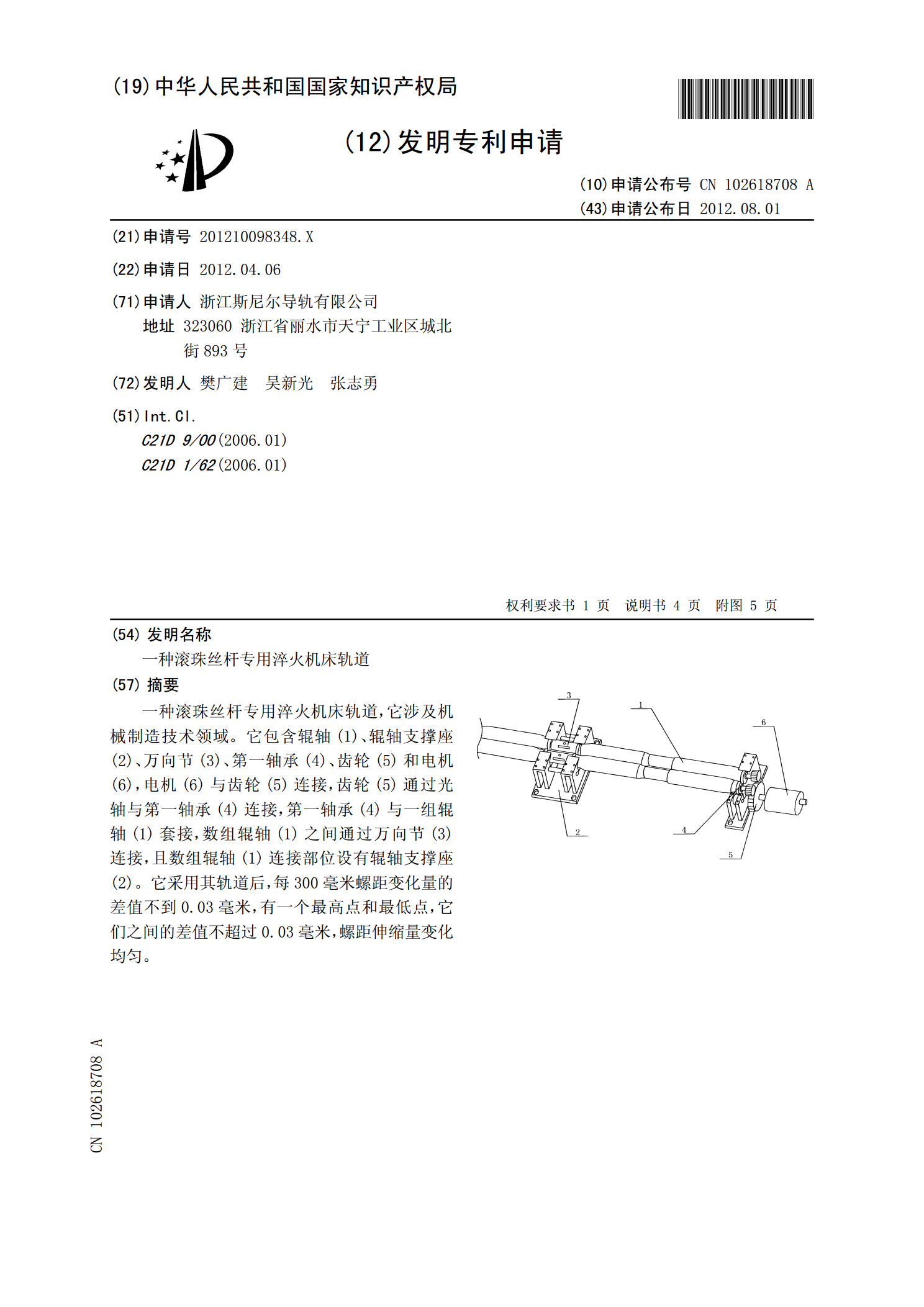
一种滚珠丝杆专用淬火机床轨道,它涉及机械制造技术领域。它包含辊轴(1)、辊轴支撑座(2)、万向节(3)、第一轴承(4)、齿轮(5)和电机(6),电机(6)与齿轮(5)连接,齿轮(5)通过光轴与第一轴承(4)连接,第一轴承(4)与一组辊轴(1)套接,数组辊轴(1)之间通过万向节(3)连接,且数组辊轴(1)连接部位设有辊轴支撑座(2)。它采用其轨道后,每300毫米螺距变化量的差值不到0.03毫米,有一个最高点和最低点,它们之间的差值不超过0.03毫米,螺距伸缩量变化均匀。
一种机床滚珠丝杆的热处理工艺.pdf
一种机床滚珠丝杆的热处理工艺,它包括以下步骤:第一步是将丝杆放入到中频感应机中进行淬火加热;第二步是将丝杆放入到带有硝酸盐分组淬火炉中进行第二次淬火;第三步是将丝杆放入锻造设备中,进行热压校直处理;第四步是将丝杆放入到回火箱式中进行回火处理;第五步是检查丝杆尺寸;第六步是将丝杆再次放入到回火箱式中进行第二次回火处理;第七步是将丝杆放入到清洗机中的台面上进行清洗;第八步是将丝杆放入到加工机床的夹具体上,进行机械加工;第九步是将加工好的丝杆置於室温或较高温度下进行时效处理;本发明解决细长丝杆的弯曲变形或开裂现

一种新型丝杆滚道中高频淬火机床.pdf
一种新型丝杆滚道中高频淬火机床,工件被卡盘夹持,并用弹性顶尖顶住,步进电机通过丝杆副、主动挂轮、惰性挂轮、从动挂轮、卡盘,滚子带动工件转动,同时,丝杆副、床鞍、床鞍上滑板、补偿架、中频变压器带动感应线圈作直线运动,实现感应线圈在工件上沿滚道淬火。工件的伸长量是通过弹性顶尖传给光栅尺的,同时,把伸长量信号传递给数显仪,并通过信号转换分别来控制步进电机,带动丝杆副,床鞍、中频变压器、喷水圈及感应线圈运动,实现对淬火速度的控制。

一种新型数控丝杆滚道中高频淬火机床.pdf
一种新型数控丝杆滚道中高频淬火机床,工件被卡盘夹持,并用弹性顶尖顶住,上步进电机通过丝杆副、主动挂轮、惰性挂轮、从动挂轮、卡盘,滚子带动工件转动,同时,丝杆副、床鞍、床鞍上滑板、补偿架、中频变压器带动感应线圈作直线运动,实现感应线圈在工件上沿滚道淬火。工件的伸长量是通过弹性顶尖传给光栅尺的,同时,把伸长量信号传递给数显仪及机床数控系统,并通过信号转换分别来控制上步进电机,带动丝杆副,床鞍、中频变压器、喷水圈及感应线圈运动,实现对淬火速度的控制。

一种滚珠丝杆的加工工艺.pdf
本发明公开了一种滚珠丝杆的加工工艺,属于机械加工技术领域,滚珠丝杆的加工工艺,包括如下步骤:先将圆柱形钢材通过根据所需丝杆的长度尺寸进行截断,其两端保留余量,然后将截断的圆柱形钢材进行去应力校直处理,然后将校直的圆柱形钢材进行淬火处理,本发明滚珠丝杆的加工工艺中不仅可以对丝杆原材料进行校正,而且可以降低其加工硬度,方便加工,同时在加工过程中通过淬火、退火和回火工艺可以解决丝杆因为长度较长而产生的弯曲变形或开裂现象,提高丝杆的耐磨性,并且能有效增加丝杆的表面硬度,提高防撞性能,从而能避免丝杆在运输过程中因磕