
陶瓷生产工艺介绍及煤气化的应用分析.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
陶瓷生产工艺介绍及煤气化的应用分析.pptx
会计学陶瓷(táocí)的定义按吸水率——用水加入(jiārù)砖底看水吸收快慢瓷质砖——吸水率≤0.5%。产品的玻化程度高,结构致密,透光性好,断面细腻呈具壳状,敲击声清脆(如瓷质抛光砖、瓷质外墙砖)1100℃左右半瓷质砖——0.5%<吸水率≤10%。产品的玻化程度及其它物理性能介于瓷质和陶质之间,透光性差,机械强度高,断面呈石状。其中:0.5%<吸水率≤6%为细炻砖(例仿石砖);6%<吸水率≤10%为炻质砖(例彩釉砖)1180℃左右陶质砖——吸水率>10%(例内墙砖、陶质仿古砖)1250℃左右坯与釉的
陶瓷生产工艺介绍及煤气化的应用分析.ppt
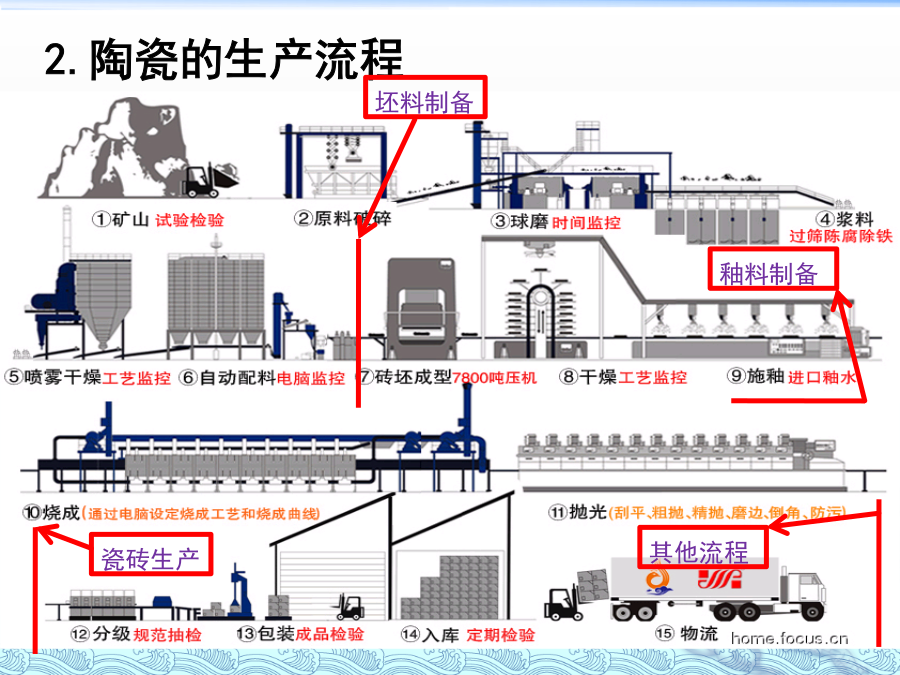
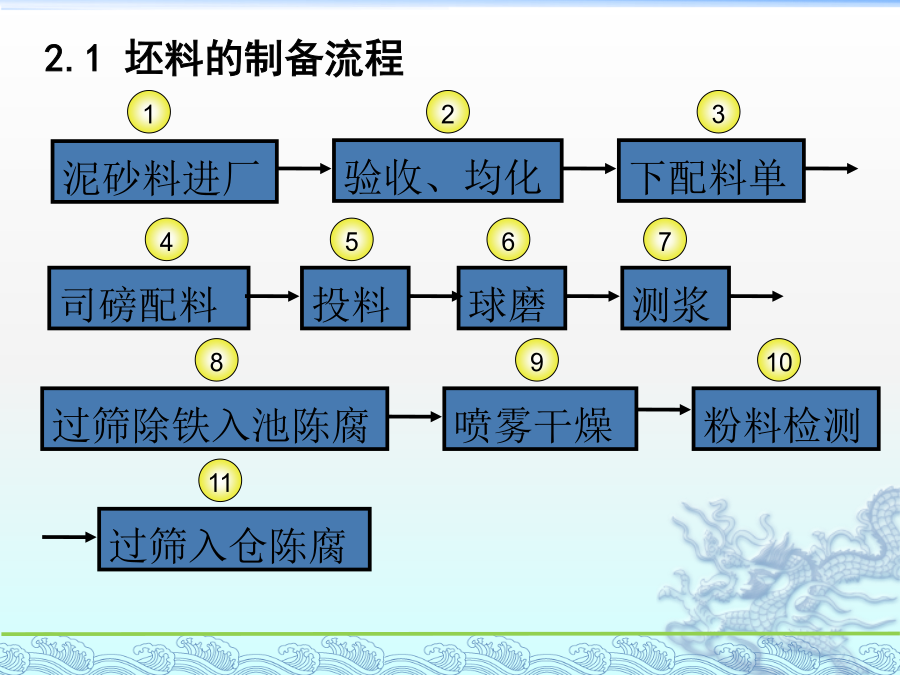
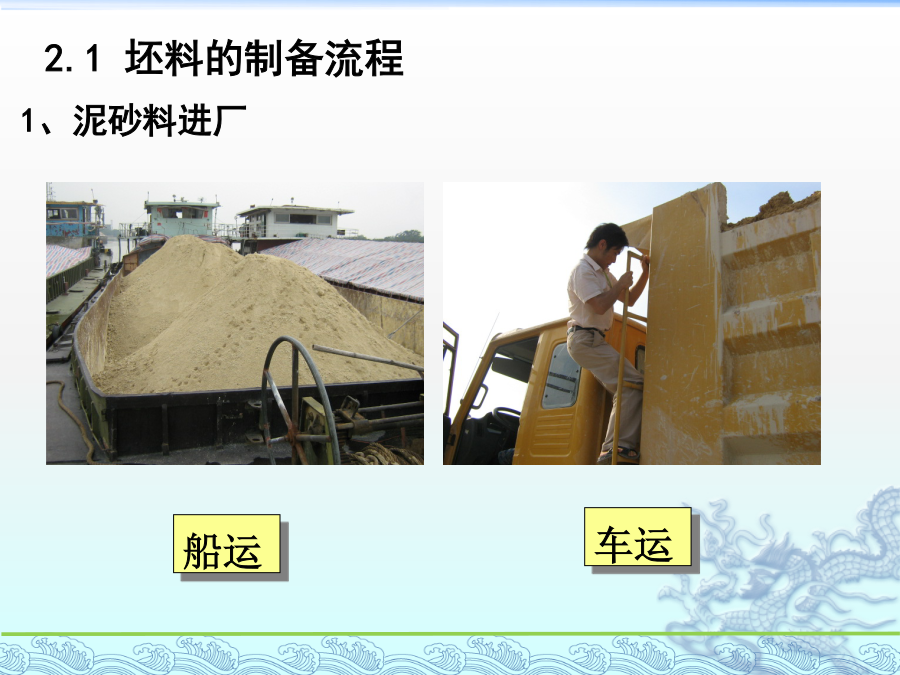
陶瓷生产工艺介绍及煤气化的应用1陶瓷的定义及分类2陶瓷的生产流程2.1坯料的制备流程2.2釉料的制备流程2.3生产线工艺流程2.4其它工艺流程3煤气化在陶瓷生产中的应用3.1喷雾干燥3.2窑炉烧成陶瓷的定义按吸水率——用水加入砖底看水吸收快慢瓷质砖——吸水率≤0.5%。产品的玻化程度高,结构致密,透光性好,断面细腻呈具壳状,敲击声清脆(如瓷质抛光砖、瓷质外墙砖)1100℃左右半瓷质砖——0.5%<吸水率≤10%。产品的玻化程度及其它物理性能介于瓷质和陶质之间,透光性差,机械强度高,断面呈石状。其中:0.5
陶瓷生产工艺及煤气化的应用素材.pptx
会计学陶瓷(táocí)的定义按吸水率——用水加入(jiārù)砖底看水吸收快慢瓷质砖——吸水率≤0.5%。产品的玻化程度高,结构致密,透光性好,断面细腻呈具壳状,敲击声清脆(如瓷质抛光砖、瓷质外墙砖)1100℃左右半瓷质砖——0.5%<吸水率≤10%。产品的玻化程度及其它物理性能介于瓷质和陶质之间,透光性差,机械强度高,断面呈石状。其中:0.5%<吸水率≤6%为细炻砖(例仿石砖);6%<吸水率≤10%为炻质砖(例彩釉砖)1180℃左右陶质砖——吸水率>10%(例内墙砖、陶质仿古砖)1250℃左右坯与釉的

陶瓷生产工艺介绍.doc
建筑陶瓷一般分为陶瓷面砖,彩色瓷粒,陶管三大类。其中陶瓷面砖又有内墙面砖、外墙面砖、地面砖、陶瓷锦砖、陶瓷壁画之分,下面是主要建筑陶瓷的类别介绍及生产工艺介绍。陶瓷面砖是用作墙、地面等贴面的薄片或薄板状陶瓷质装修材料,也可用作炉灶、浴池、洗濯槽等贴面材料。有内墙面砖、外墙面砖、地面砖、陶瓷锦砖和陶瓷壁画等。陶瓷锦砖。也称马赛克,是用于地面或墙面的小块瓷质装修材料。可制成不同颜色、尺寸和形状,并可拼成一个图案单元,粘贴于纸或尼龙网上,以便于施工,并分有釉和无釉两种。一般以耐火粘土、石英和长石作制坯的主要原料

煤气化技术应用分析.docx
煤气化技术应用分析随着工业化进程的加速发展,能源需求持续增长,传统石油、天然气、煤炭等化石能源逐渐成为稀缺资源。而作为新型能源之一的煤气化技术,得到了越来越广泛的关注和应用。本文将对煤气化技术的应用进行分析并探讨其未来发展方向。一、煤气化技术概述煤气化技术是一种将固体煤转化为可燃性气体(主要是一氧化碳和氢气)的高温化学反应过程。该技术不仅可以利用煤炭中的潜在能源,还可以减少燃煤的排放,这对环保和能源开发都具有重要意义。煤气化技术按反应方式可分为两类:一种是干燥煤气化,该技术是在不加水蒸气的情况下将煤直接转