
插齿机凸轮轴的凸轮曲面粗加工装置和加工方法.pdf

是向****23


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

插齿机凸轮轴的凸轮曲面粗加工装置和加工方法.pdf
本发明涉及一种插齿机凸轮轴的凸轮曲面粗加工装置和加工方法,包括凸轮靠模、平键和紧定螺钉,特征是:所述凸轮靠模采用平键安装在凸轮轴上,紧定螺钉将凸轮靠模锁紧在凸轮轴上;所述凸轮靠模为筒形,筒形的外圆周面为截面形状与凸轮轴的凸轮部完全一致的靠模表面,所述靠模表面的宽度不小于凸轮轴的凸轮表面。优点是:本发明结构简单,易于制造、使用方便,有效保证了凸轮轴大凸轮、小凸轮的曲面粗加工精度,为凸轮轴大、小凸轮的凸轮曲面后序加工提供了保证,减少了凸轮曲面加工工时,提高了生产效率且安全可靠。
用于凸轮轴装置的凸轮轴调整器和凸轮轴装置.pdf
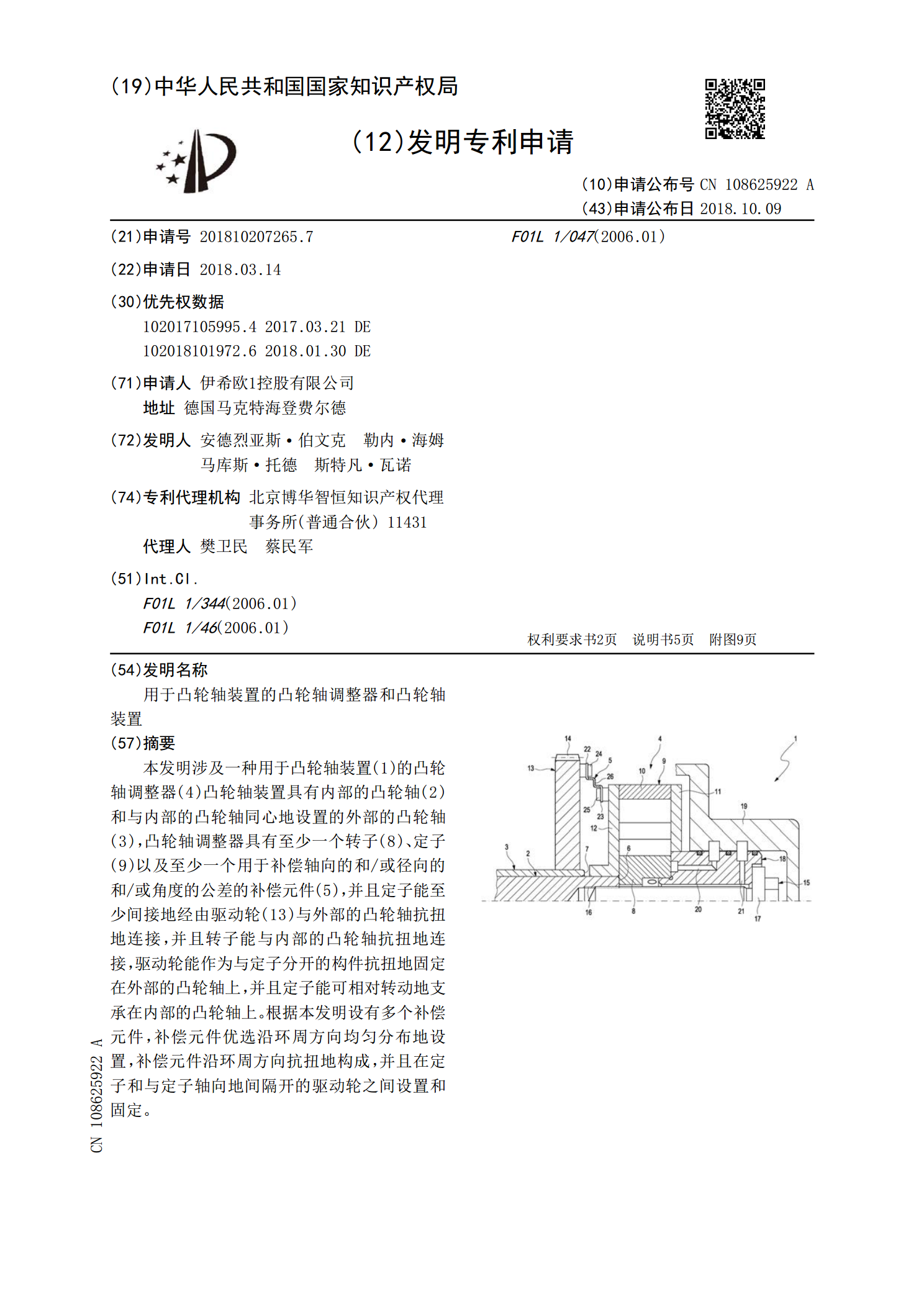
本发明涉及一种用于凸轮轴装置(1)的凸轮轴调整器(4)凸轮轴装置具有内部的凸轮轴(2)和与内部的凸轮轴同心地设置的外部的凸轮轴(3),凸轮轴调整器具有至少一个转子(8)、定子(9)以及至少一个用于补偿轴向的和/或径向的和/或角度的公差的补偿元件(5),并且定子能至少间接地经由驱动轮(13)与外部的凸轮轴抗扭地连接,并且转子能与内部的凸轮轴抗扭地连接,驱动轮能作为与定子分开的构件抗扭地固定在外部的凸轮轴上,并且定子能可相对转动地支承在内部的凸轮轴上。根据本发明设有多个补偿元件,补偿元件优选沿环周方向均匀分布
凸轮轴加工方法.pdf
本发明凸轮轴加工方法涉及机械加工领域,具体涉及凸轮轴加工方法,包括以下步骤:下料,毛坯材料为45钢,硬度HBS为207‑241HBS;热处理,正火;粗车直径79mm的端面、外圆直径79mm、直径93.5mm孔,钻中心孔,以两叉耳的外轮廓及136mm的两端面为粗基准,选用CA6140卧式车床进行粗加工;粗铣直径43mm两个孔的端面,选用X63卧式铣床进行粗铣加工;粗镗孔直径43mm,选用T740型卧式金刚镗床加工;半精车、精车外圆直径79mm、直径93.5mm孔,锐角倒棱,选用CA6140车床上进行加工;半
凸轮轴装置及凸轮轴装置的制造方法.pdf
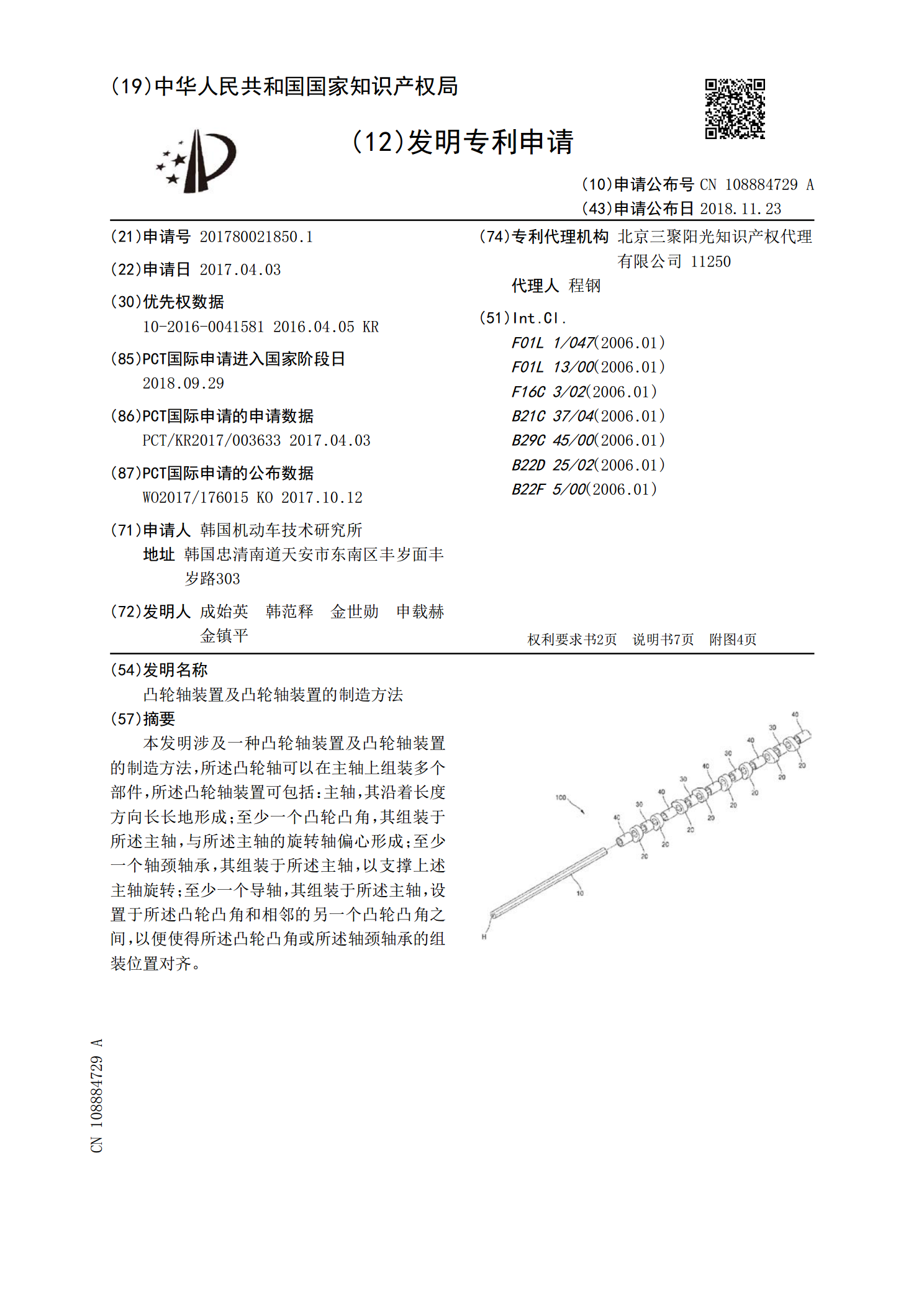
本发明涉及一种凸轮轴装置及凸轮轴装置的制造方法,所述凸轮轴可以在主轴上组装多个部件,所述凸轮轴装置可包括:主轴,其沿着长度方向长长地形成;至少一个凸轮凸角,其组装于所述主轴,与所述主轴的旋转轴偏心形成;至少一个轴颈轴承,其组装于所述主轴,以支撑上述主轴旋转;至少一个导轴,其组装于所述主轴,设置于所述凸轮凸角和相邻的另一个凸轮凸角之间,以便使得所述凸轮凸角或所述轴颈轴承的组装位置对齐。

用于支撑凸轮轴以加工该凸轮轴的方法和设备.pdf
本发明涉及用于支撑凸轮轴(10)以加工该凸轮轴(10)的方法和设备。凸轮轴(10)被放置在轴支撑件(60,130)和测位器(90)上。致动气缸(100)以移位活塞(102)而使活塞杆(104)退回,从而使摆动臂(116)转动。摆动臂(116)的远端压靠凸轮轴(10)的一端,以使凸轮轴(10)的另一端抵靠抵接部(38)。通过从上方挤压凸轮轴(10)的挤压机构(70,140)定位并稳固地固定由测位器(90)和抵接部(38)定位的凸轮轴(10)。对这样定位并固定的凸轮轴(10)进行加工(例如,钻孔以形成锥形孔)