
铣床槽类零件的程序编制.ppt

YY****。。

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铣床槽类零件的程序编制.ppt
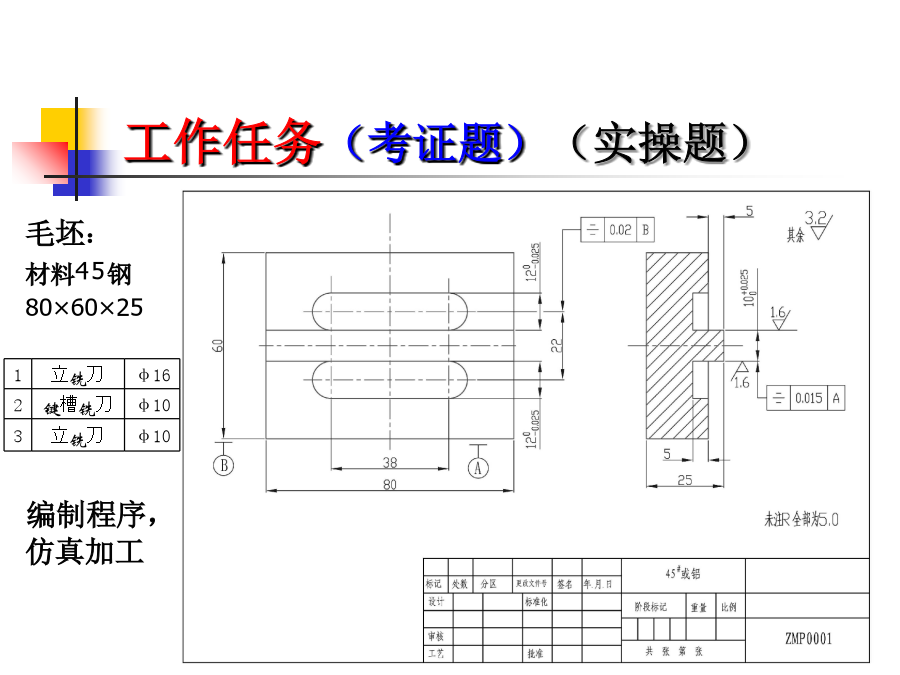
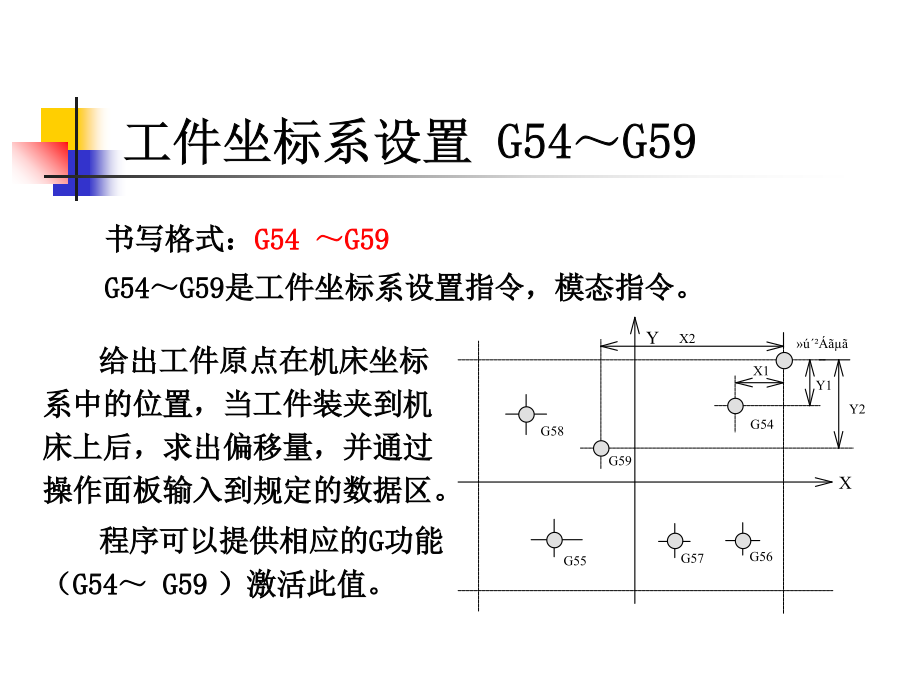
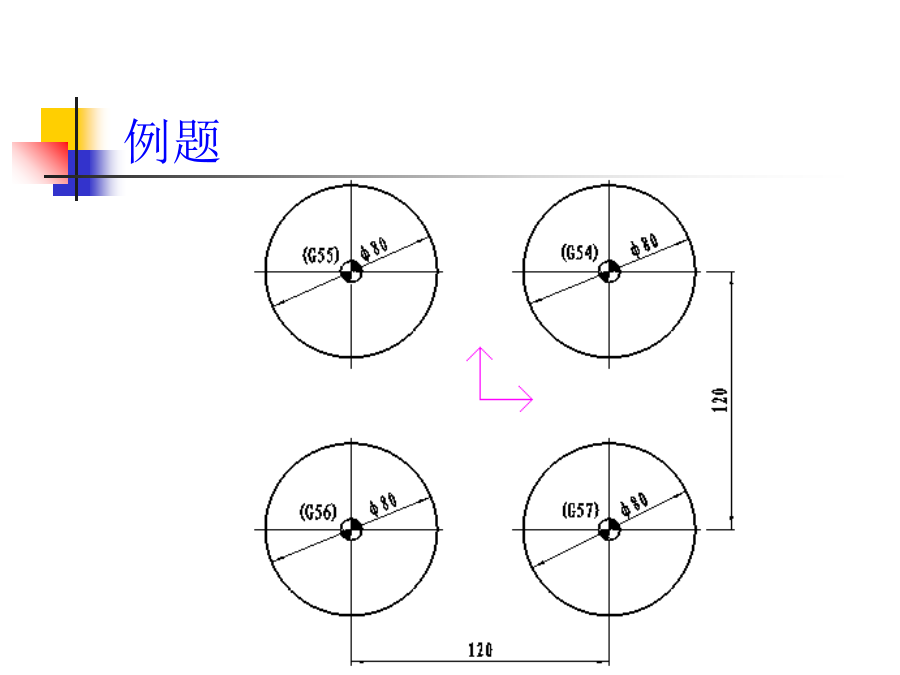
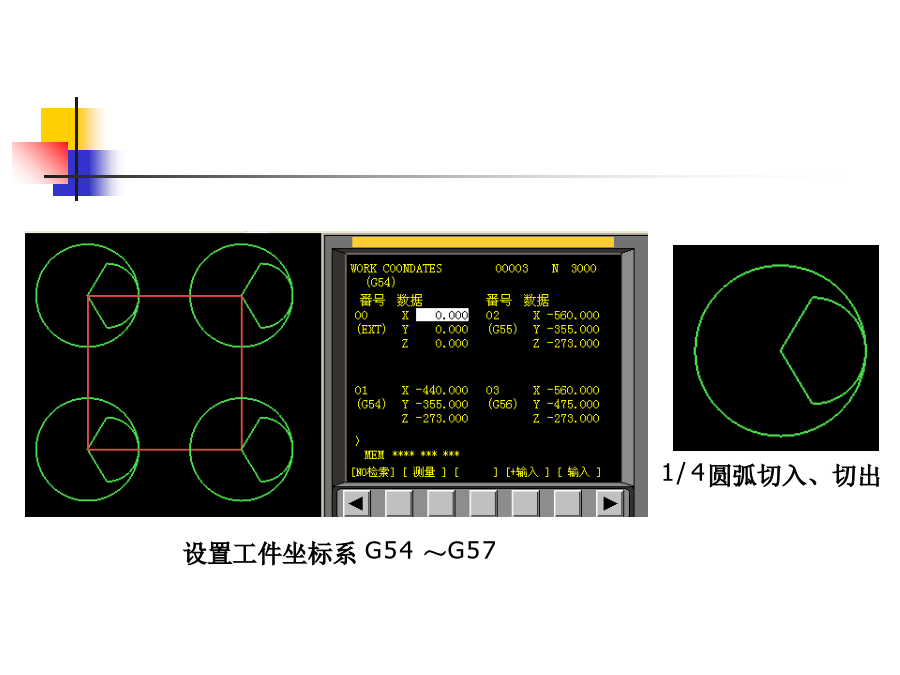
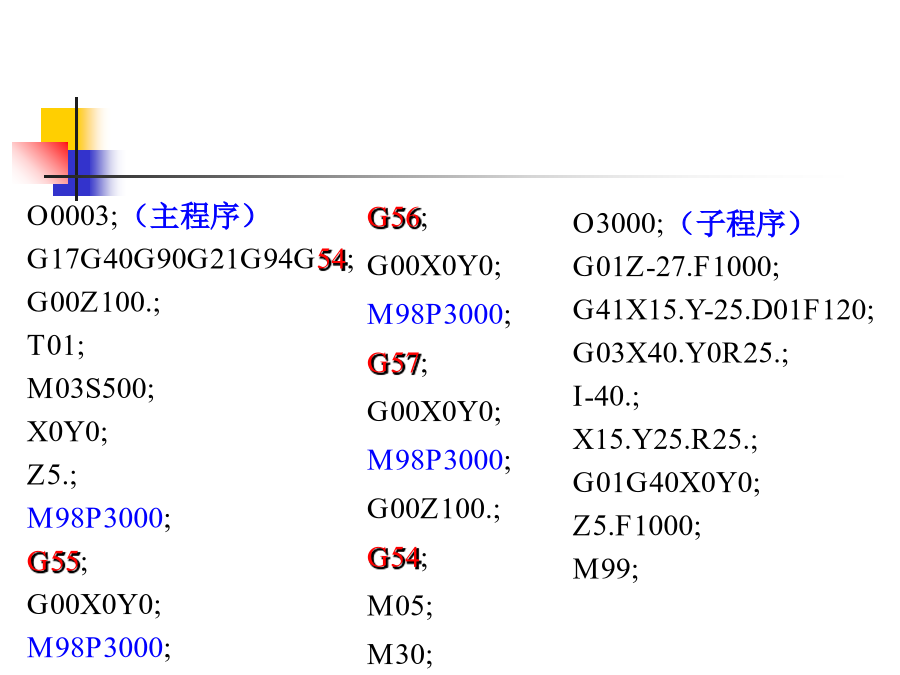
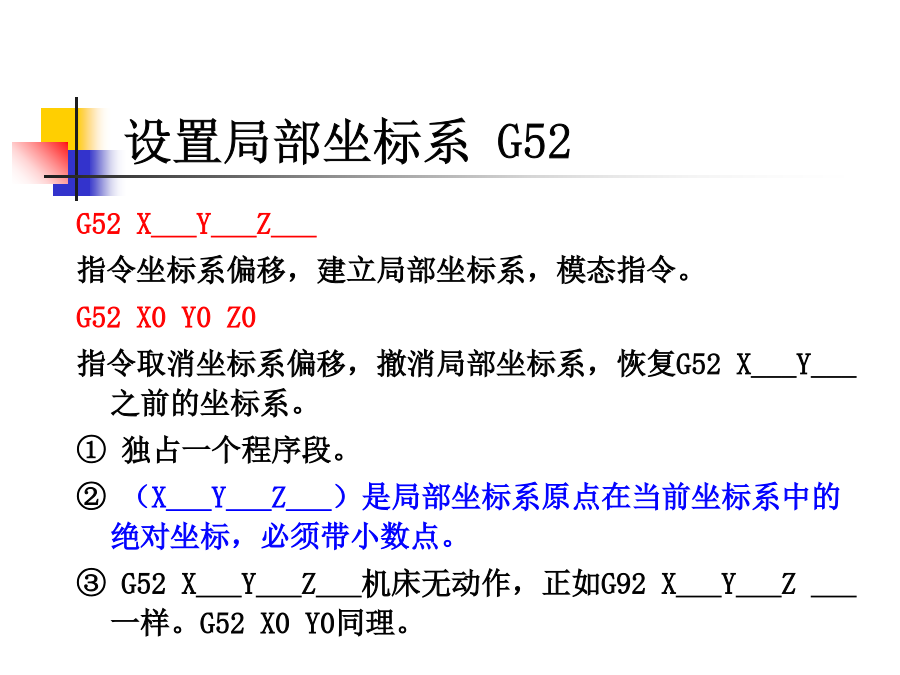
数控加工程序编制工作任务(考证题)(实操题)理论学习一般不宜直接采用刀具直径控制槽侧尺寸,应该采用沿着轮廓加工。铣削内轮廓表面时,如果切入和切出无法外延,切入与切出应尽量采用圆弧过渡。一般可以在槽中心或重要圆弧圆心作为下刀点。工件坐标系设置G54~G59例题O0003;(主程序)G17G40G90G21G94G54;G00Z100.;T01;M03S500;X0Y0;Z5.;M98P3000;G55;G00X0Y0;M98P3000;设置局部坐标系G52O0003;(主程序)G17G40G90G21G94

铣床槽类零件的程序编制ppt课件.ppt
数控加工程序编制工作任务(考证题)(实操题)理论学习一般不宜直接采用刀具直径控制槽侧尺寸,应该采用沿着轮廓加工。铣削内轮廓表面时,如果切入和切出无法外延,切入与切出应尽量采用圆弧过渡。一般可以在槽中心或重要圆弧圆心作为下刀点。工件坐标系设置G54~G59例题O0003;(主程序)G17G40G90G21G94G54;G00Z100.;T01;M03S500;X0Y0;Z5.;M98P3000;G55;G00X0Y0;M98P3000;设置局部坐标系G52O0003;(主程序)G17G40G90G21G94
铣床 3义务9孔、槽及型腔类零件的加工.ppt
任务九孔、槽及型腔类零件的加工知识目标技能目标任务描述O任务九孔加工孔加工编程示例(基本指令编程)钻镗固定循环指令固定循环动作组成固定循环的动作示意图固定循环指令格式固定循环指令格式说明固定循环指令格式说明固定循环指令格式说明固定循环功能表G代码固定循环指令分类固定循环指令参数说明G98(G99)G_X_Y_Z_R_Q_P_F_K_G98(G99)G_X_Y_Z_R_Q_P_F_K_G98(G99)G_X_Y_Z_R_Q_P_F_K_固定循环指令参数说明钻孔循环指令钻孔循环指令深孔加工循环指令深孔加工循环
铣床 3任务9孔、槽及型腔类零件的加工.ppt
任务九孔、槽及型腔类零件的加工知识目标技能目标任务描述O任务九孔加工孔加工编程示例(基本指令编程)钻镗固定循环指令固定循环动作组成固定循环的动作示意图固定循环指令格式固定循环指令格式说明固定循环指令格式说明固定循环指令格式说明固定循环功能表G代码固定循环指令分类固定循环指令参数说明G98(G99)G_X_Y_Z_R_Q_P_F_K_G98(G99)G_X_Y_Z_R_Q_P_F_K_G98(G99)G_X_Y_Z_R_Q_P_F_K_固定循环指令参数说明钻孔循环指令钻孔循环指令深孔加工循环指令深孔加工循环

铣床加工槽类零件尺寸超差的原因分析及解决方法.docx
铣床加工槽类零件尺寸超差的原因分析及解决方法在数控铣床加工过程中,有时会出现槽类零件尺寸超差的情况。此类问题不仅会导致产品质量下降,而且还会影响加工效率和生产周期。针对这一问题,本文将对其产生的原因进行分析并提出相应的解决方法。一、尺寸超差的原因分析1.材料问题:材料的不均匀性会导致加工后的零件尺寸超差。加工过程中,如果部分区域的材料硬度或密度较高,会导致刀具在轨迹内滑动,无法正常切割,导致零件尺寸不稳定。2.加工参数设置问题:过高或过低的切削速度、进给速度和切削深度等因素,容易导致铣削零件的尺寸变形或切