
邵阳学院杨宗耀-钢结构工程.ppt

YY****。。


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共67页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

邵阳学院杨宗耀-钢结构工程.ppt
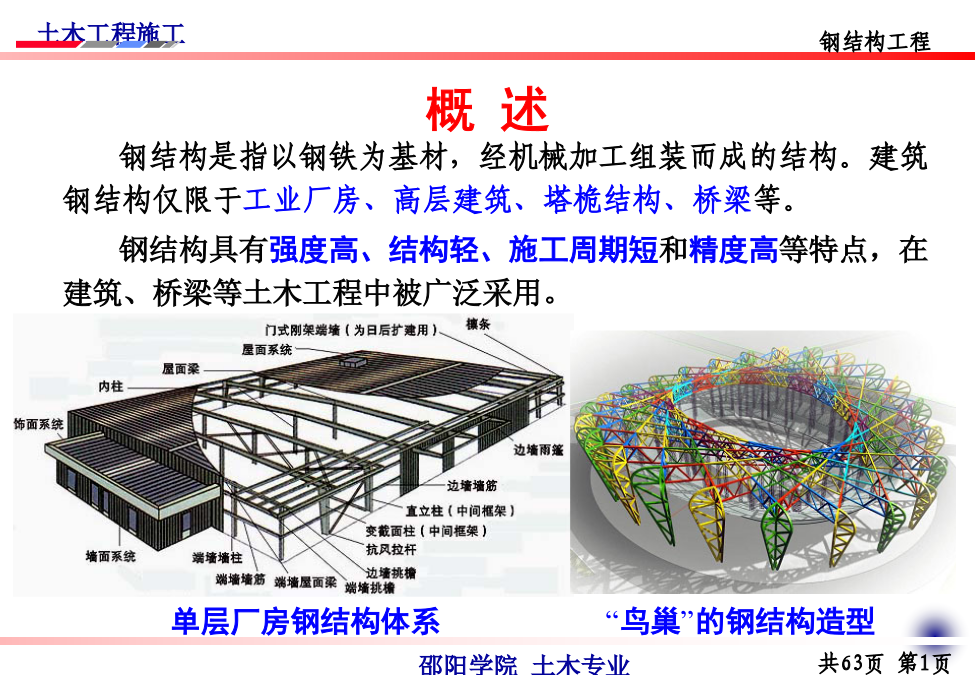
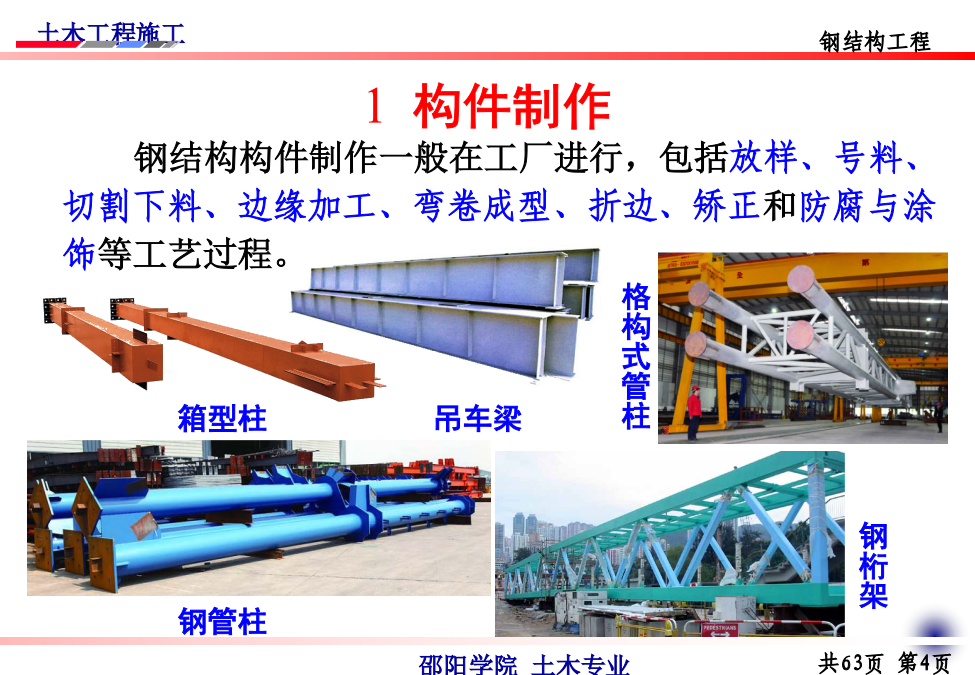
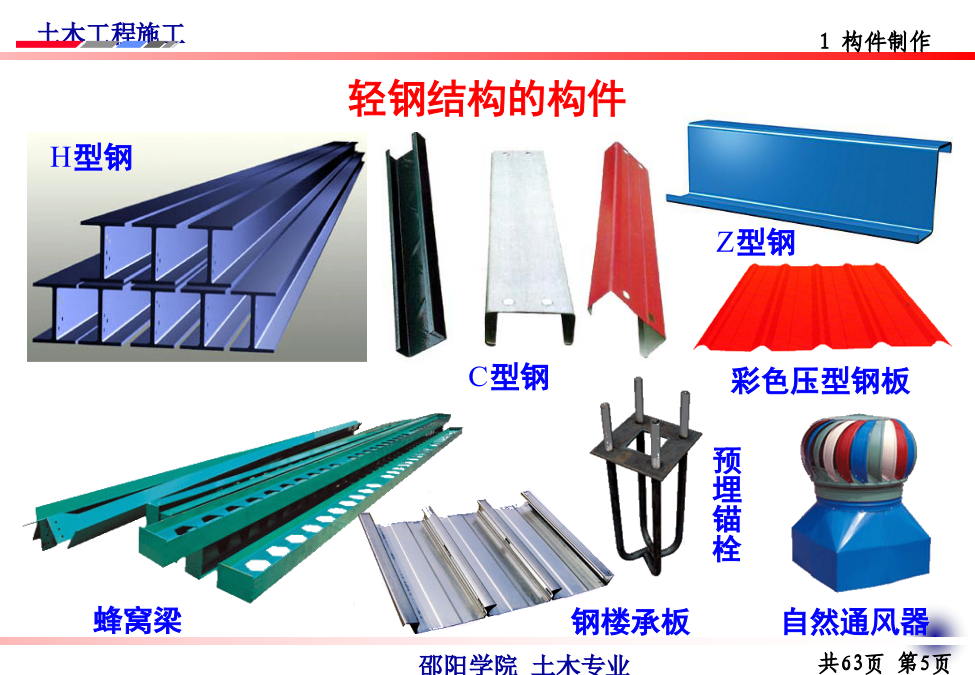
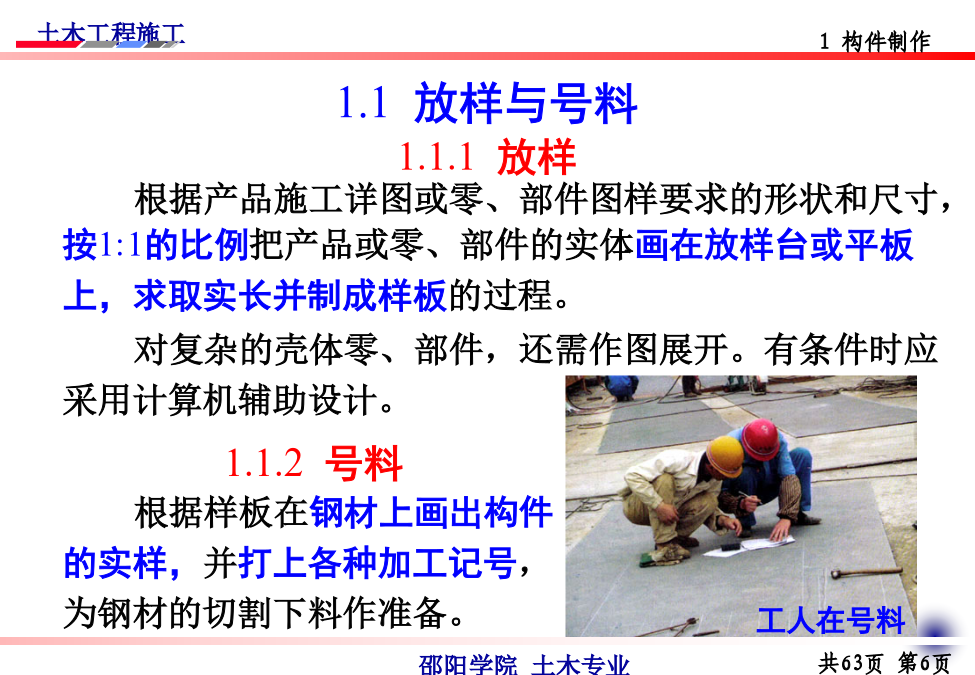
1构件制作2拼装与连接3钢结构安装钢结构工程概述用作钢结构的钢材有钢板、钢带、型钢(工字钢、槽钢、角钢)、钢管和钢铸件等。钢材的进场验收1构件制作H型钢1.1放样与号料1.2切割下料气割法设备灵活、费用低廉、精度高,能切割各种厚度的钢材,尤其是带曲线的零件或厚钢板,是目前使用最广泛的切割方法。1.2.2机械剪切下料利用高温高速的等离子焰流将切口处金属及其氧化物熔化并吹掉来完成切割,能切割任何金属,特别是熔点较高的不锈钢及有色金属铝、铜等。1.3构件加工1.3.2弯卷成型①型钢弯曲:型钢弯曲时断面会发生畸变

邵阳学院杨宗耀《土木工程施工》施工组织设计实例主杨宗耀.ppt
第30讲施工组织设计编制实例邵阳学院图书信息楼工程施工组织设计目录3施工总进度计划……………………………………………173.1施工进度计划安排3.2主要工期控制点4施工准备与资源配置计划……………………………………194.1施工准备工作4.2主要资源配置计划5主要施工方案…………………………………………………345.1工程测量放线5.2基础及地下室工程施工方案5.3脚手架工程及垂直运输方案5.4主体框架结构施工方案5.5砌体工程施工方案5.6门窗安装方案5.7楼地面工程施工方案5.8屋面及防水施工方案5.

邵阳学院杨宗耀施工技术土方规划.pptx
会计学总目录第1章土方工程(tǔfānɡɡōnɡchénɡ)第1章土方工程(tǔfānɡɡōnɡchénɡ)第1讲土方(tǔfāng)规划1.2土方工程(tǔfānɡɡōnɡchénɡ)的施工要求1概述(ɡàishù)土的分类1.4土的工程(gōngchéng)性质⑵土的含水量W⑶土的渗透性⑷土的可松性土的可松性参考值2土方(tǔfāng)边坡临时性挖方(wāfāng)的边坡值深度(shēndù)在5m内的基坑(槽)、管沟边坡的最陡坡度(不加支撑)3土方(tǔfāng)量计算的基本方法方格(fānɡɡé)

邵阳学院杨宗耀施工技术土方规划.pptx
会计学总目录第1章土方工程第1章土方工程第1讲土方规划1.2土方工程的施工要求1概述土的分类1.4土的工程性质⑵土的含水量W⑶土的渗透性⑷土的可松性土的可松性参考值2土方边坡临时性挖方的边坡值深度在5m内的基坑(槽)、管沟边坡的最陡坡度(不加支撑)3土方量计算的基本方法方格网土方量计算则可采取平均高度法(四方棱柱体法和三角棱柱体法)3.2平均断面法4场地平整土方量计算4.1.2H0的确定原则4.1.3H0的确定步骤⑵确定各方格网角点高程●水准仪实测;●利用地形图上相邻两等高线的高程,用插入法求得。按每一个

土木工程施工邵阳学院杨宗耀教授砼预制桩施工.pptx
土木工程施工邵阳学院(xuéyuàn)杨宗耀教授砼预制桩施工桩的分类(fēnlèi)钢筋砼预制桩有实心桩(RC桩)和预应力管桩(PC管桩)两种:●实心桩常为边长250~550mm的方形断面,一般在施工现场预制,单根桩的最大长度(chángdù),取决于打桩架的高度,长度(chángdù)不宜超过30m。打30m以上的桩需考虑接桩,即整体分段预制、打桩过程中逐段接长;1砼预制(yùzhì)桩的制作⑵桩中钢筋应位置准确,主筋连接宜采用对焊,主筋接头位置应相互错开,相邻两根主筋接头截面的距离(jùlí)应大于3