
全钢载重子午线轮胎成型方法.pdf

宛菡****魔王


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
全钢载重子午线轮胎成型方法.pdf
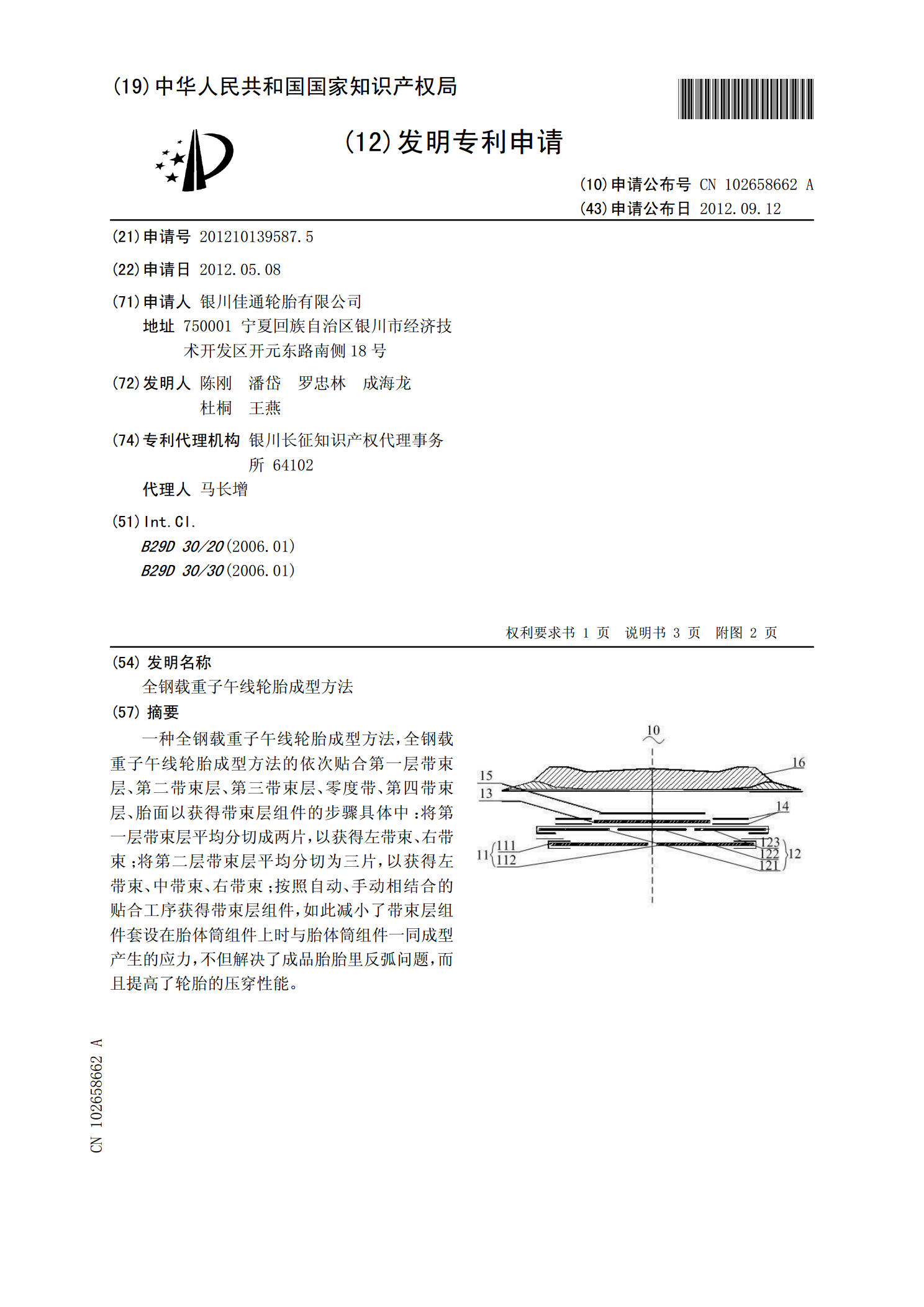
一种全钢载重子午线轮胎成型方法,全钢载重子午线轮胎成型方法的依次贴合第一层带束层、第二带束层、第三带束层、零度带、第四带束层、胎面以获得带束层组件的步骤具体中:将第一层带束层平均分切成两片,以获得左带束、右带束;将第二层带束层平均分切为三片,以获得左带束、中带束、右带束;按照自动、手动相结合的贴合工序获得带束层组件,如此减小了带束层组件套设在胎体筒组件上时与胎体筒组件一同成型产生的应力,不但解决了成品胎胎里反弧问题,而且提高了轮胎的压穿性能。

全钢载重子午线轮胎成型工艺对轮胎径向力波动的影响.docx
全钢载重子午线轮胎成型工艺对轮胎径向力波动的影响全钢载重子午线轮胎是目前市场上常见的一种轮胎类型,它是由钢丝帘子与橡胶胎面组成的。在轮胎使用过程中,其径向力是一个非常重要的参数,影响着轮胎的操控性、使用寿命以及安全性。因此,研究全钢载重子午线轮胎成型工艺对轮胎径向力波动的影响,对于提高轮胎的性能和质量具有很大的意义。首先,全钢载重子午线轮胎成型工艺对径向力波动的影响主要来自于钢丝帘子的布置方式和胶料分布的均匀性。钢丝帘子的布置方式会影响到胶料的填充度和分布情况,进而影响轮胎的径向力。同时,胶料的分布均匀性

低断面宽基全钢子午线轮胎成型方法及全钢子午线轮胎.pdf
一种低断面宽基全钢子午线轮胎成型方法,低断面宽基全钢子午线轮胎成型方法的依次贴合第一层带束层、第二带束层、第三带束层、零度带、第四带束层、胎面以获得带束层组件的步骤具体中:将第一层带束层做纵向不完全裁断操作获得两等份且通过未裁断的金属丝连接的左带束、右带束;将第二层带束层做纵向不完全裁断操作获得三等份的左带束、中带束、右带束,其中左带束、中带束通过未裁断的金属丝连接;按照自动、手动相结合的贴合工序获得带束层组件,如此减小了带束层组件套设在胎体筒组件上时与胎体筒组件一同成型产生的应力,不但解决了成品胎胎里反

全钢载重子午线轮胎成型机扇形块改造及成型工艺改进.docx
全钢载重子午线轮胎成型机扇形块改造及成型工艺改进近年来,随着经济的发展和物流的快速发展,全钢载重子午线轮胎成为了重要的运输工具。然而,在生产过程中,由于生产设备、材料等方面的原因,部分轮胎产品的热压块效果不理想。为此,我们在实际生产过程中进行了一系列的探索和改进,主要包括扇形块的改造和成型工艺的改进。以下是具体内容:一、扇形块的改造1.扇形块的选用传统的扇形块具有均匀分布、易于生产等优点。然而,在实际运用中,其密度分布不劣化的问题较为突出,该问题会导致轮胎在运行中出现动态不平衡,从而影响轮胎的性能。为此,

全钢载重子午线轮胎二次法成型机.pdf
本发明提供了一种全钢载重子午线轮胎成型机,适应于二次法成型工艺,包括背对背固定放置的成型机和定型机,定型机一侧同一轴线上设有带束层贴合机,胎体贴合机平行于其它主机布置,胎体传递环、胎坯传递环和带束层传递环沿架空导轨在水平面上轴向径向两维吊装行走,三套传递环轴向共沿一套直线导轨移动。带束层贴合机和胎体贴合机可沿直线导轨在地面上移动,将胎体组件传递给传递环。各部件供料架固定设置在主机垂直位置。本发明的有益效果在于:提高了全钢载重子午线轮胎成型质量,降低了轮胎退赔率。通过三个可在轴向径向上两维吊装行走传递环解决