
一种用于工件U型槽的定位锁紧机构.pdf

玉怡****文档


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于工件U型槽的定位锁紧机构.pdf
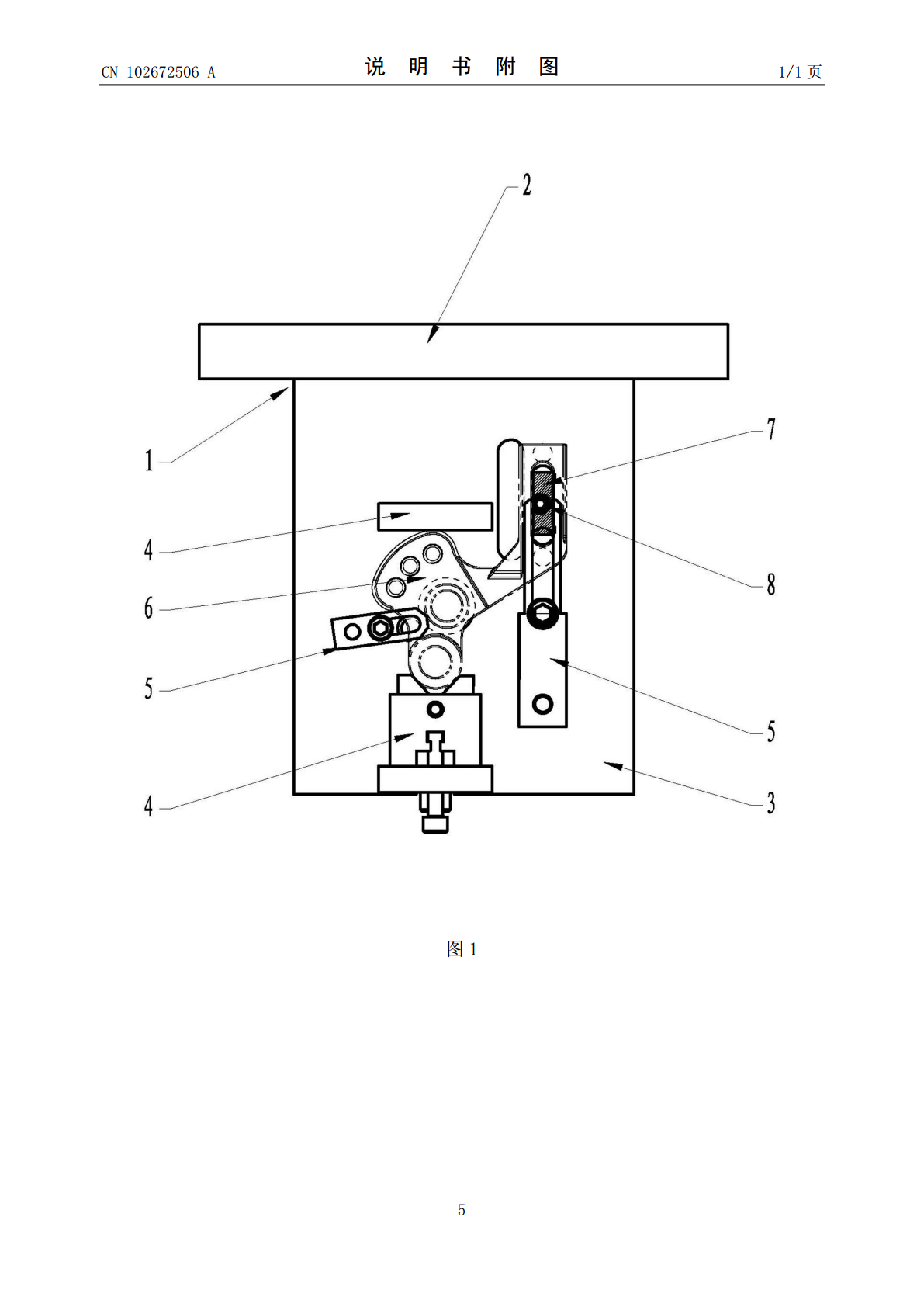
本发明公开了一种用于工件U型槽的定位锁紧机构,包括工装体(1),工装体(1)包括底板连接件(2)、加工平台(3)和外定位结构(4)和压板(5),加工平台(3)固定设置在底板连接件(2)的侧壁上,外定位结构(4)和压板(5)安装在加工平台(3)上,加工件(6)的外壁通过外定位结构(4)和压板(5)固定在加工平台(3)上,所述的加工平台(3)上设有固定设置的限位块(7),该限位块(7)位于加工件(6)的U型槽位置处,限位块(7)上设有凸轮螺栓(8)。本发明通过限位块和凸轮螺栓的设置,产品偏转的现象得到控制,减
一种用于U型工件槽的压紧装置.pdf
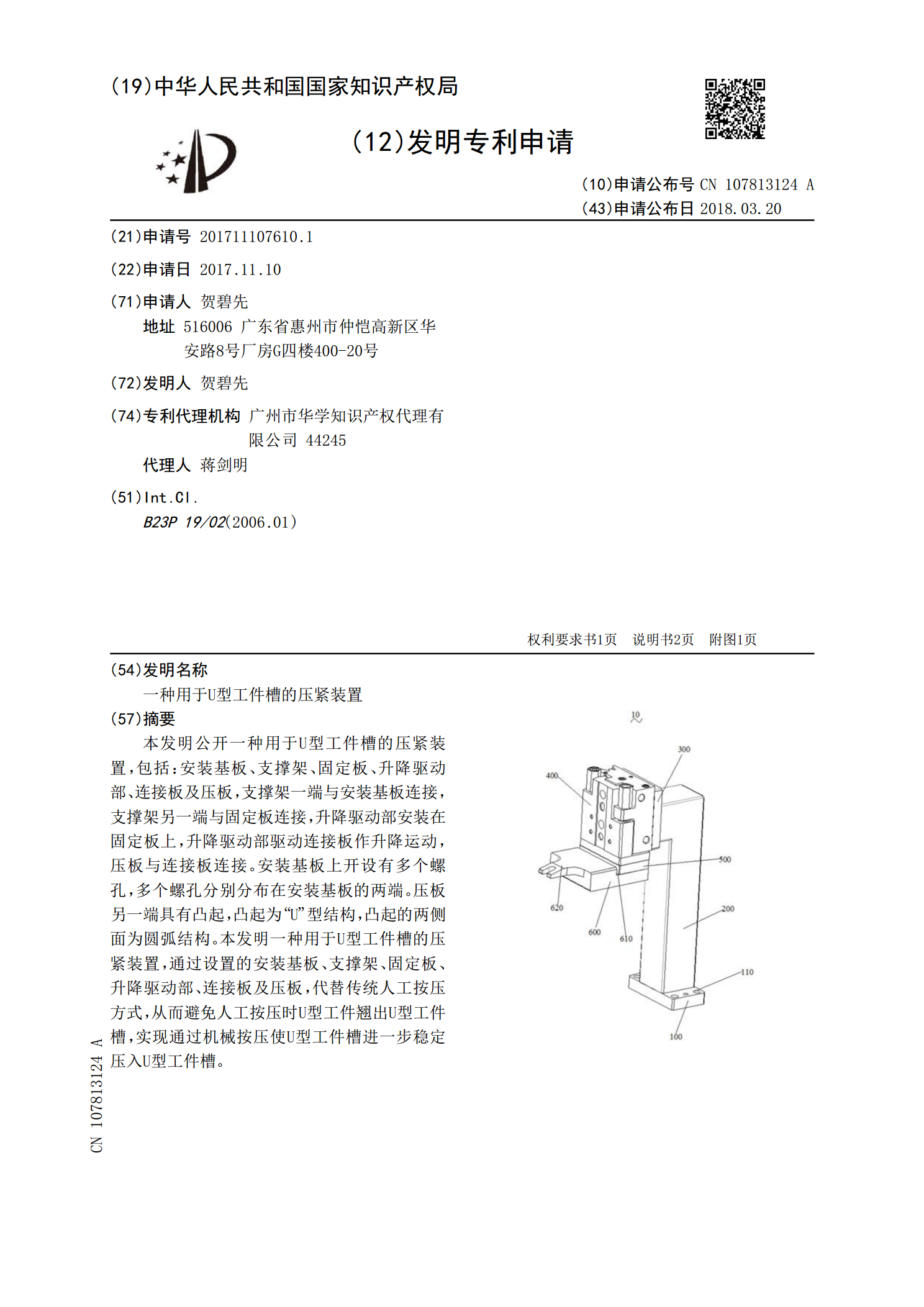
本发明公开一种用于U型工件槽的压紧装置,包括:安装基板、支撑架、固定板、升降驱动部、连接板及压板,支撑架一端与安装基板连接,支撑架另一端与固定板连接,升降驱动部安装在固定板上,升降驱动部驱动连接板作升降运动,压板与连接板连接。安装基板上开设有多个螺孔,多个螺孔分别分布在安装基板的两端。压板另一端具有凸起,凸起为“U”型结构,凸起的两侧面为圆弧结构。本发明一种用于U型工件槽的压紧装置,通过设置的安装基板、支撑架、固定板、升降驱动部、连接板及压板,代替传统人工按压方式,从而避免人工按压时U型工件翘出U型工件槽

腰形孔工件定位锁紧机构.pdf
本发明提供一种腰形孔工件定位锁紧机构,工件具有腰形孔,锁紧机构包括连接座、伸缩杆、弹簧和螺钉;连接座的两侧具有固定孔,中间具有放置弹簧和伸缩杆的水平中心孔,连接座顶部垂直水平中心孔处设有螺纹孔,该螺纹孔处设有起制动作用的螺钉,连接座通过两侧固定孔固定在机床上;伸缩杆为T形杆,与弹簧配合,设置在连接座的一侧,装配于连接座中心孔处,伸缩杆压制弹簧与连接座形成相对运动,连接座顶部插销具有阻止伸缩杆移动的作用,伸缩杆具有配合插销制动的水平凹槽。该腰形孔工件定位锁紧机构,推动手柄,将工件套在腰形杆上;松开手柄,利用
一种梳槽机分度工作台定位锁紧机构.pdf
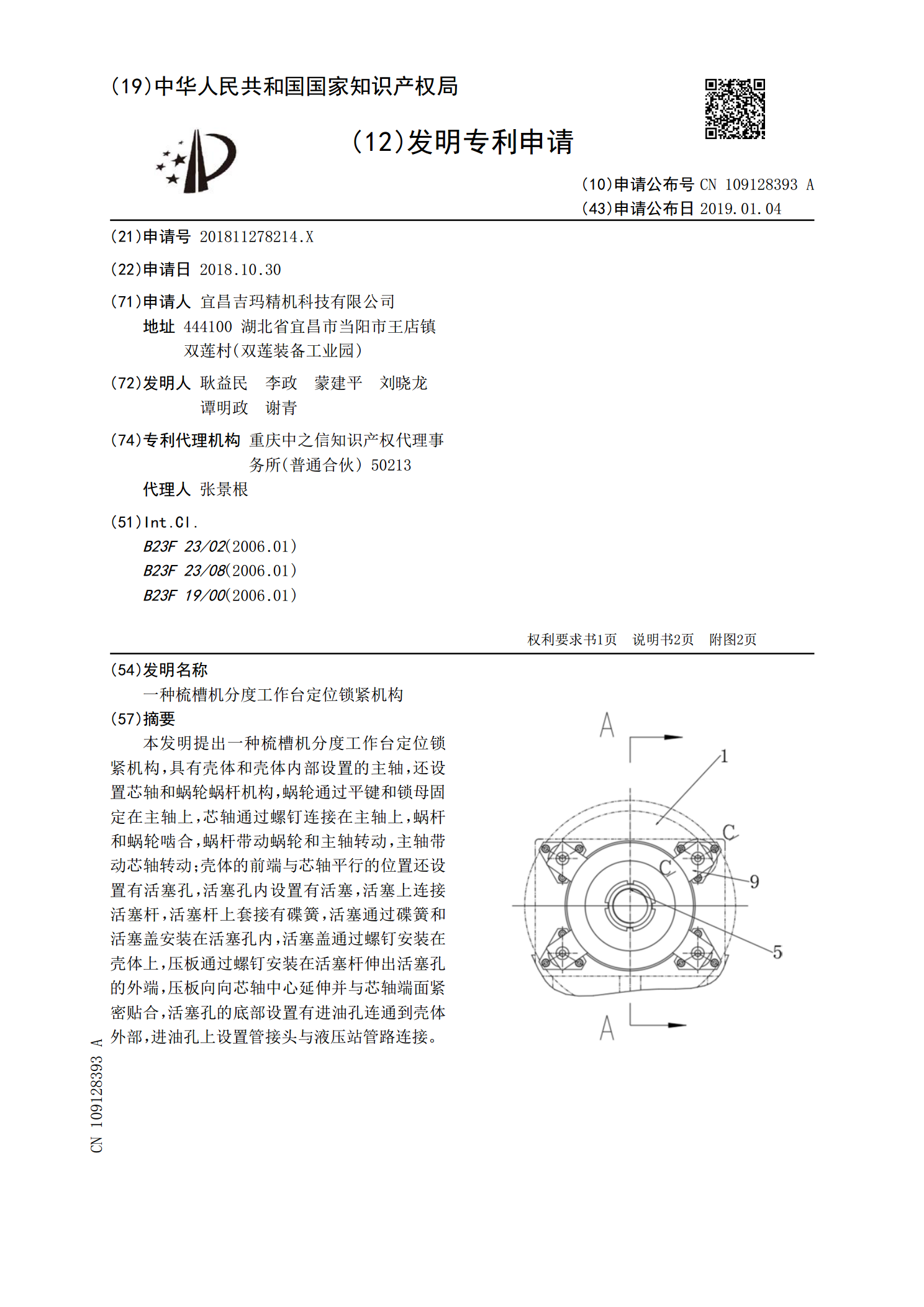
本发明提出一种梳槽机分度工作台定位锁紧机构,具有壳体和壳体内部设置的主轴,还设置芯轴和蜗轮蜗杆机构,蜗轮通过平键和锁母固定在主轴上,芯轴通过螺钉连接在主轴上,蜗杆和蜗轮啮合,蜗杆带动蜗轮和主轴转动,主轴带动芯轴转动;壳体的前端与芯轴平行的位置还设置有活塞孔,活塞孔内设置有活塞,活塞上连接活塞杆,活塞杆上套接有碟簧,活塞通过碟簧和活塞盖安装在活塞孔内,活塞盖通过螺钉安装在壳体上,压板通过螺钉安装在活塞杆伸出活塞孔的外端,压板向向芯轴中心延伸并与芯轴端面紧密贴合,活塞孔的底部设置有进油孔连通到壳体外部,进油孔

一种用于加工带孔工件外侧双面槽的定位夹具.pdf
本发明公开了一种用于加工带孔工件外侧双面槽的定位夹具,夹具包括基座、穿过在基座中的用于将工件套设在其上的转轴、对称设置在转轴两侧的穿过在支座中的一对支架,转轴沿周向方向向外凸起形成定位轮,定位轮一侧向外延伸形成定位压紧块,在支架上设置定位杆、用于操作定位杆的手柄,定位杆一端与手柄可转动得连接,另一端向背面折弯形成倒扣部,定位时,定位压紧块压在支架上,搬动手柄,使倒扣部压紧在定位压紧块上,即完成了对工件进行铣槽加工的定位,这样定位精度好,加工效率高。