
一种用于盘铣刀刀片刃磨的数控工具磨床.pdf

爱欢****23


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于盘铣刀刀片刃磨的数控工具磨床.pdf
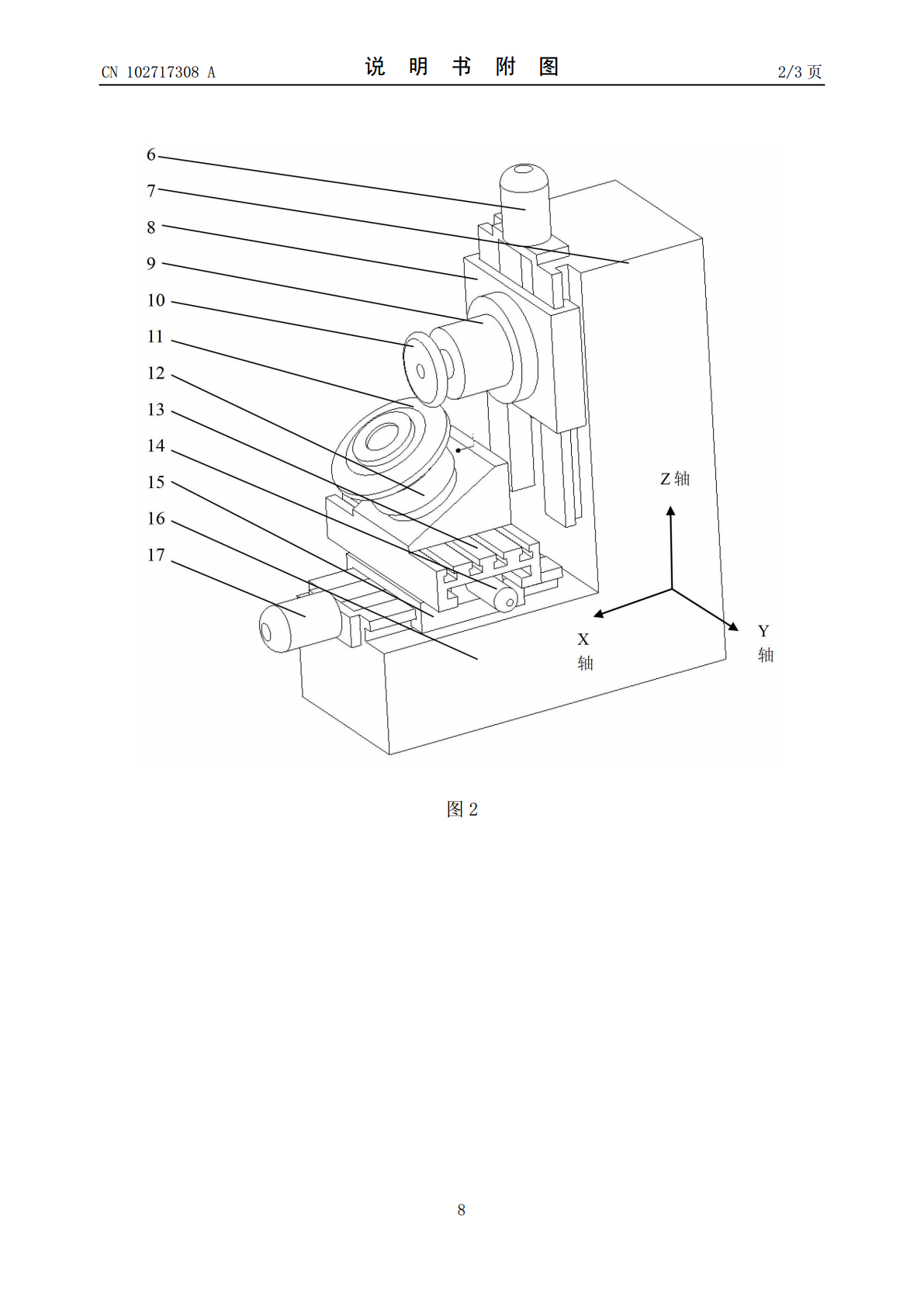
一种用于盘铣刀刀片刃磨的数控工具磨床,其特征是包括包括床身(16)、立柱(7)、横向工作台、纵向工作台、数控回转工作台(12)、垂直进给拖板(8)、磨削电主轴(9),横向工作台和纵向工作台组成十字滑台结构装配在床身(16)上,数控回转工作台(12)倾斜装配在横向工作台上,待磨削的盘形铣刀安装在与数控回转工作台(12)固连的定位芯轴上。本发明采用多轴数控联动机床,机床运动精度高,可实现复杂曲面的磨削,满足盘形铣刀刃形的磨削,解决大型、小批量齿轮、螺杆、蜗杆等成形中的刀具问题。

一种用于加工刀片的数控磨床.pdf
一种用于加工刀片的数控磨床,它包括电控箱、冷气机、主砂轮摆动机构、机床中座、砂轮修整机构、机械手机构、机床B轴、机床床身、机床C轴、机床X轴部分,在机床平台上设置有机床床身,在机床中座的上端设置有主砂轮摆动机构,在机床中座的下端设置有砂轮修整机构,在机床X轴上设置有机械手机构,在机床中座的左端设置有机床B轴和机床C轴,在机床C轴上端设置有机床X轴;在机床床身的左上端设置有电控箱和冷气机;该数控磨床的金刚石砂轮主轴电机采用电主轴,这样,既简化了电机与联轴器之间的连接,又保证了砂轮的旋转精度的准确性;由于电主

一种激光工具刃磨方法及工具刃磨机.pdf
一种激光工具刃磨方法及激光工具刃磨机。用高品质激光代替砂轮或放电加工,对刀具、模具和类似于刀具、模具的形状或形式工件进行精密加工,含有以下步骤:将工件装于安装工具卡具内,调整被加工工件位置使之达到最合适的角度和方位;使被加工点置于激光焦点或焦平面上,开动激光和冷却气或冷却液,电控或手控高精度多维运动系统,使加工区域按一定规律进行位移,从而形成各种形状的工具刃口。非接触式加工,无砂轮磨削之压、应力损伤;亦无电火花磨削之放电损伤。高品质:当激光品质较高时可加工出镜面光洁的刃口,无论效率还是品质都比电火花优越。

用于铣刀的小型六轴联动刃磨装置.pdf
本发明涉及用于铣刀的小型六轴联动刃磨装置,其特征在于:包括小型床身及铣刀架、砂轮机构和六轴联动刃磨机构,六轴联动刃磨机构包括Y轴直线移动机构、X轴直线移动机构、Z轴直线移动机构、A轴旋转机构、B轴旋转机构和C轴旋转机构;通过A轴旋转机构带动铣刀架绕A轴旋转,控制铣刀架的主偏角,通过B轴旋转机构带动铣刀架绕垂直于A轴的轴线旋转,通过Z轴直线移动机构带动铣刀架在Z轴直线移动机构上作直线运动,通过C轴旋转机构带动铣刀架自转控制铣刀架的每个刀刃,通过Y轴直线移动机构和X轴直线移动机构带动砂轮机构沿Y轴和X轴直线运

一种五轴数控工具磨床的磨头装置.pdf
本实用新型公开了一种五轴数控工具磨床的磨头装置,涉及机械切削加工机床技术领域。包括磨床本体,所述磨床本体内设置有磨头,所述磨头右侧设置有固定杆,所述固定杆前端滑动连接有滑动块,所述滑动块左侧固定连接有刷头,所述滑动块底部固定连接有收集仓,所述磨床本体右侧设置有水泵,所述水泵顶部固定连接有水管。该五轴数控工具磨床的磨头装置,当磨床本体开始工作时,打开水泵,配合水管,使得水流流过水轮,配合转动块和锥齿轮组,使得转动柱带动凸轮开始旋转,配合收集仓,使得滑动块带着刷头上下移动,将磨头上附着的碎屑,刷入收集仓中,减