
磨床基本知识.ppt

YY****。。


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨床基本知识.ppt
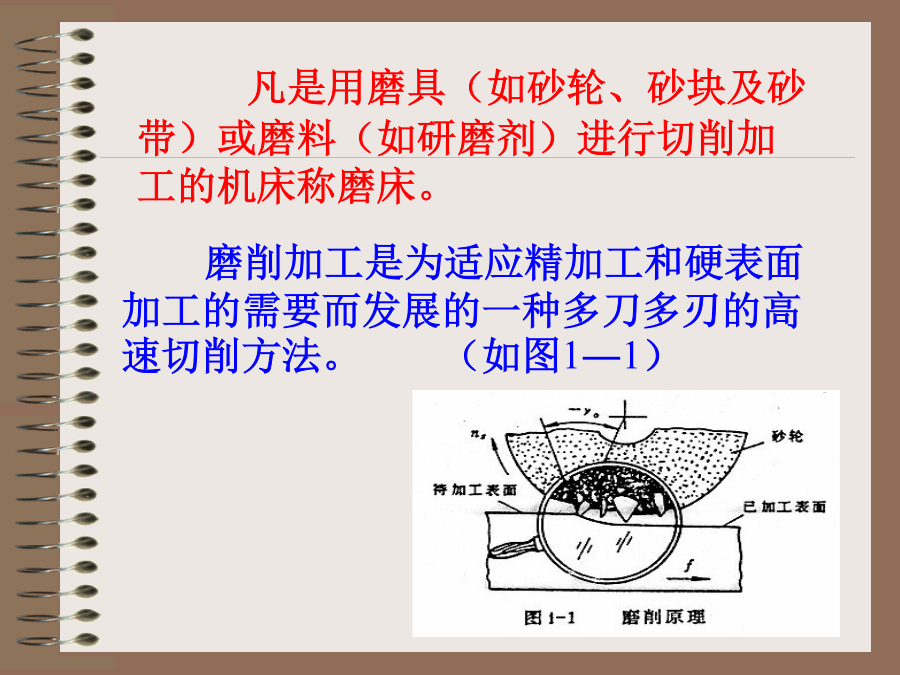
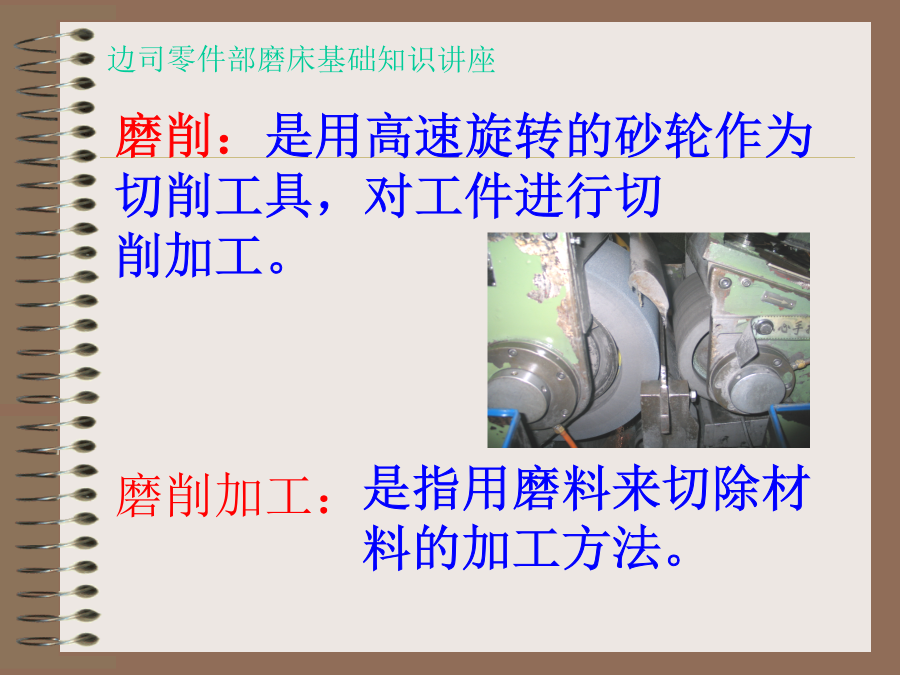
磨床基本知识凡是用磨具(如砂轮、砂块及砂带)或磨料(如研磨剂)进行切削加工的机床称磨床。磨削加工:磨削加工的特点为什么说磨具是多刃刀具:磨削加工所用的刀具是砂轮,它是由磨粒和结合剂粘接而成的多刃刀具。磨粒形状各异,呈不规则分布,每个磨粒相当于一个刀齿。磨削时砂轮具有较高的圆周速度,一般在35M/S左右。砂轮在磨削时除了对工件表面有切削作用外,还有强烈的挤压和摩擦抛光作用,在磨削区域瞬间温度高达1000℃左右。磨粒是一种高硬度的非金属晶体,它不但可以磨削铜、铝、铸铁等较软的材料,而且还可以磨削各种淬火硬钢件

磨床基本知识.ppt
磨床基本知识凡是用磨具(如砂轮、砂块及砂带)或磨料(如研磨剂)进行切削加工的机床称磨床。磨削加工:磨削加工的特点为什么说磨具是多刃刀具:磨削加工所用的刀具是砂轮,它是由磨粒和结合剂粘接而成的多刃刀具。磨粒形状各异,呈不规则分布,每个磨粒相当于一个刀齿。磨削时砂轮具有较高的圆周速度,一般在35M/S左右。砂轮在磨削时除了对工件表面有切削作用外,还有强烈的挤压和摩擦抛光作用,在磨削区域瞬间温度高达1000℃左右。磨粒是一种高硬度的非金属晶体,它不但可以磨削铜、铝、铸铁等较软的材料,而且还可以磨削各种淬火硬钢件

磨床基本知识.pptx

磨床基本知识-PPT.ppt
磨床基本知识凡是用磨具(如砂轮、砂块及砂带)或磨料(如研磨剂)进行切削加工的机床称磨床。磨削加工:磨削加工的特点为什么说磨具是多刃刀具:磨削加工所用的刀具是砂轮,它是由磨粒和结合剂粘接而成的多刃刀具。磨粒形状各异,呈不规则分布,每个磨粒相当于一个刀齿。磨削时砂轮具有较高的圆周速度,一般在35M/S左右。砂轮在磨削时除了对工件表面有切削作用外,还有强烈的挤压和摩擦抛光作用,在磨削区域瞬间温度高达1000℃左右。磨粒是一种高硬度的非金属晶体,它不但可以磨削铜、铝、铸铁等较软的材料,而且还可以磨削各种淬火硬钢件

磨床.pdf
一种磨床,夹紧且旋转工件(W)的一对工件支撑装置(12,13)设置在床身(11)上。一对刀架(14)以可沿工件(W)的旋转轴线移动的方式设在床身(11)上。带有旋转砂轮(16c)和驱动机构(16d)的砂轮座(16)支撑在刀架(14)上,可沿垂直于刀架(14)的移动方向的方向移动。设有包括固定罩(21)和可延伸罩(22)的隔离结构(20),用以隔离加工区域(T)从而对其进行封闭以使两个工件支撑装置(12,13)的夹紧部(12a,13a)和旋转砂轮(16c)会位于所述加工区域(T)之内,而两个工件支撑装置(1