
电机壳精车专用夹具.pdf

一条****然后


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电机壳精车专用夹具.pdf
一种电机壳精车专用夹具,工作台上设置止口定位胎,工作台周边设置几个可沿工作台直径方向调节的夹具底板,夹具底板内侧设置支架,夹具底板外侧装置夹紧油缸,支架上设置销轴,销轴处于压板的横槽内,压板的横槽内装置压簧,压簧两端顶在销轴和横槽后端的丝堵之间,夹紧油缸的锥顶杆顶在压板后端的转轮上。本发明用于电机壳数控立式精加工,一次定位、液压自动夹紧,结构合理,设计新颖,操作调整方便,具有高刚性、高可靠性的优点。
机壳工装夹具.pdf
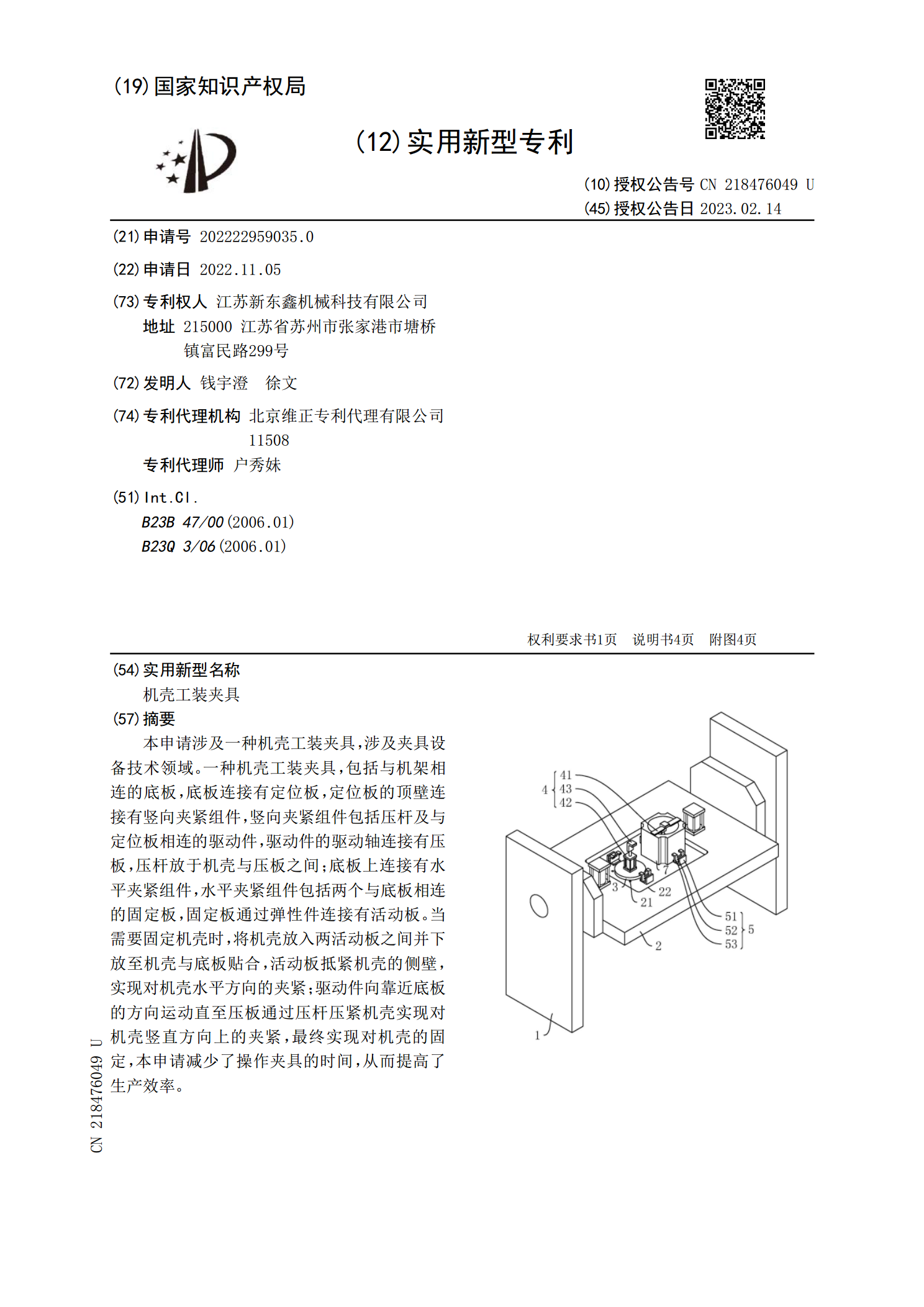
本申请涉及一种机壳工装夹具,涉及夹具设备技术领域。一种机壳工装夹具,包括与机架相连的底板,底板连接有定位板,定位板的顶壁连接有竖向夹紧组件,竖向夹紧组件包括压杆及与定位板相连的驱动件,驱动件的驱动轴连接有压板,压杆放于机壳与压板之间;底板上连接有水平夹紧组件,水平夹紧组件包括两个与底板相连的固定板,固定板通过弹性件连接有活动板。当需要固定机壳时,将机壳放入两活动板之间并下放至机壳与底板贴合,活动板抵紧机壳的侧壁,实现对机壳水平方向的夹紧;驱动件向靠近底板的方向运动直至压板通过压杆压紧机壳实现对机壳竖直方向
车超薄件专用夹具.pdf
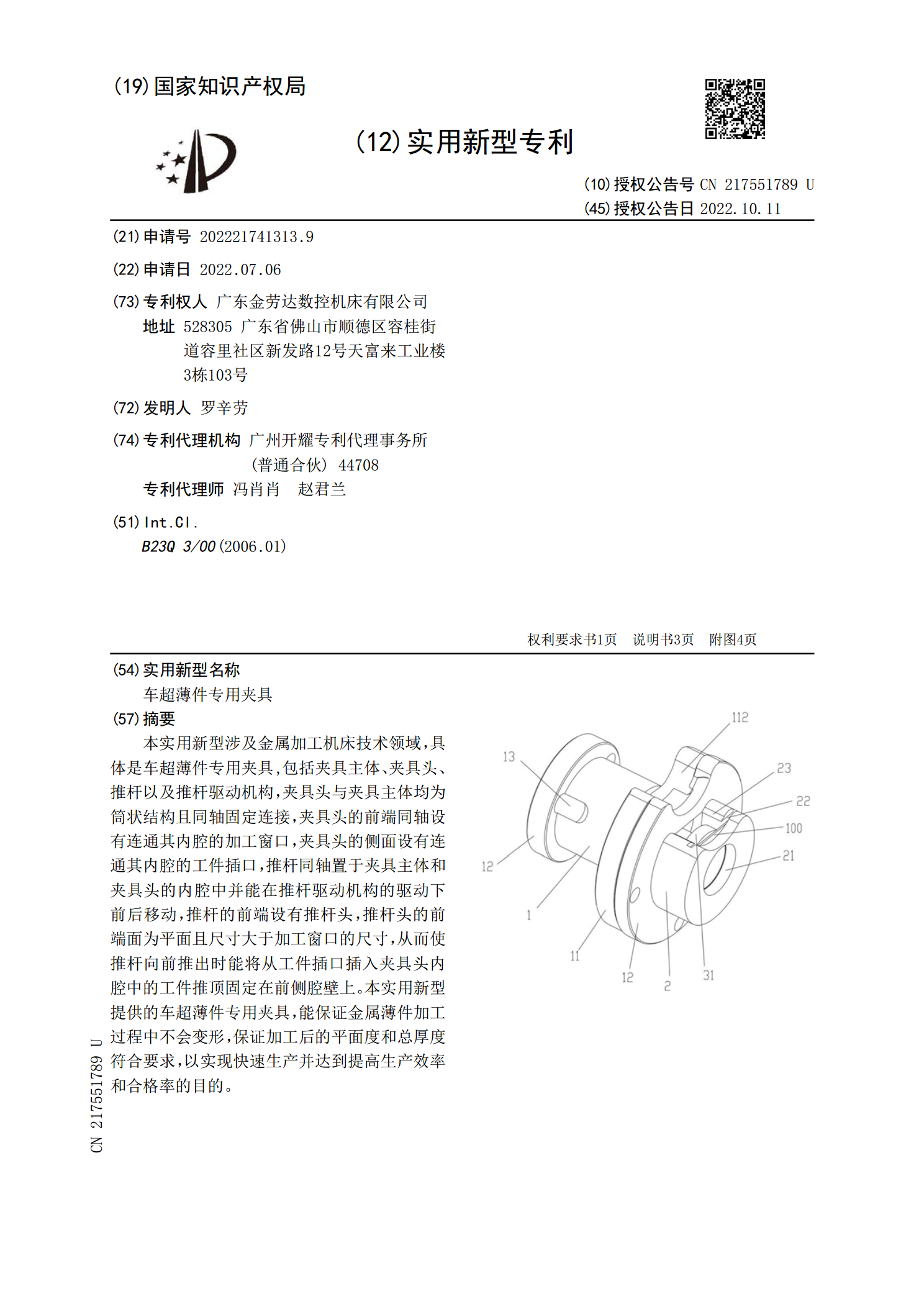
本实用新型涉及金属加工机床技术领域,具体是车超薄件专用夹具,包括夹具主体、夹具头、推杆以及推杆驱动机构,夹具头与夹具主体均为筒状结构且同轴固定连接,夹具头的前端同轴设有连通其内腔的加工窗口,夹具头的侧面设有连通其内腔的工件插口,推杆同轴置于夹具主体和夹具头的内腔中并能在推杆驱动机构的驱动下前后移动,推杆的前端设有推杆头,推杆头的前端面为平面且尺寸大于加工窗口的尺寸,从而使推杆向前推出时能将从工件插口插入夹具头内腔中的工件推顶固定在前侧腔壁上。本实用新型提供的车超薄件专用夹具,能保证金属薄件加工过程中不会变

叶轮式冷冻去批锋机手机壳专用夹具.pdf
本发明公开一种叶轮式冷冻去批锋机手机壳专用夹具,下定位架正对上插放孔处开设有定位槽,中心支撑架固定安装于治具主体的内侧,手机壳治具开设有卡槽,手机壳治具搁置于支撑平台之上,旋转支撑柱卡插于卡槽中且抵顶卡槽的内端,上横杆的内端固定于旋转支撑柱的上端,下横杆的内端固定于最下方的支撑平台的底部,垂直杆的上端及下端分别可拆卸连接于上横杆的外端以及下横杆的外端,垂直杆抵顶手机壳治具的外边缘。该叶轮式冷冻去批锋机手机壳专用夹具的插腔是均匀设置于治具主体上,治具主体自转过程中,每个手机壳受到砂子的射击程度均等,使手机壳

电机壳车削夹具的设计及应用.docx
电机壳车削夹具的设计及应用设计与应用电机壳车削夹具摘要:电机壳是电机的外部保护和支撑结构,其精度和质量直接影响电机的性能和寿命。本文针对电机壳的车削加工过程,设计了一种适用的夹具,提高了加工效率和质量。关键词:电机壳,车削夹具,加工效率,质量一、引言电机是现代工业中广泛使用的一种设备,其用途广泛,应用领域多样。电机壳作为电机的外部保护和支撑结构,其加工精度和质量对电机的性能和寿命具有重要影响。本文旨在设计一种适用于电机壳车削加工的夹具,提高加工效率和质量。二、电机壳的车削加工过程电机壳的车削加工过程通常包