
齿轮切削机床、端铣刀和成形铣削的方法.pdf

霞英****娘子


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮切削机床、端铣刀和成形铣削的方法.pdf
本发明涉及齿轮切削机床、端铣刀和成形铣削的方法。该齿轮切削机床通过具有用于安装至少一个端铣刀的至少一个刀架的成型铣削来对工件进行切齿,特别是对齿形轮盘进行切齿,其中刀架或端铣刀和/或工件支架可调整,并且端铣刀轴线可排列成近似平行于被夹紧工件的加工齿面,并且其中,刀具轴线可适用于齿面轮廓,并且端铣刀具有对应于齿面轮廓的外轮廓。
切削刀片和齿轮铣刀.pdf
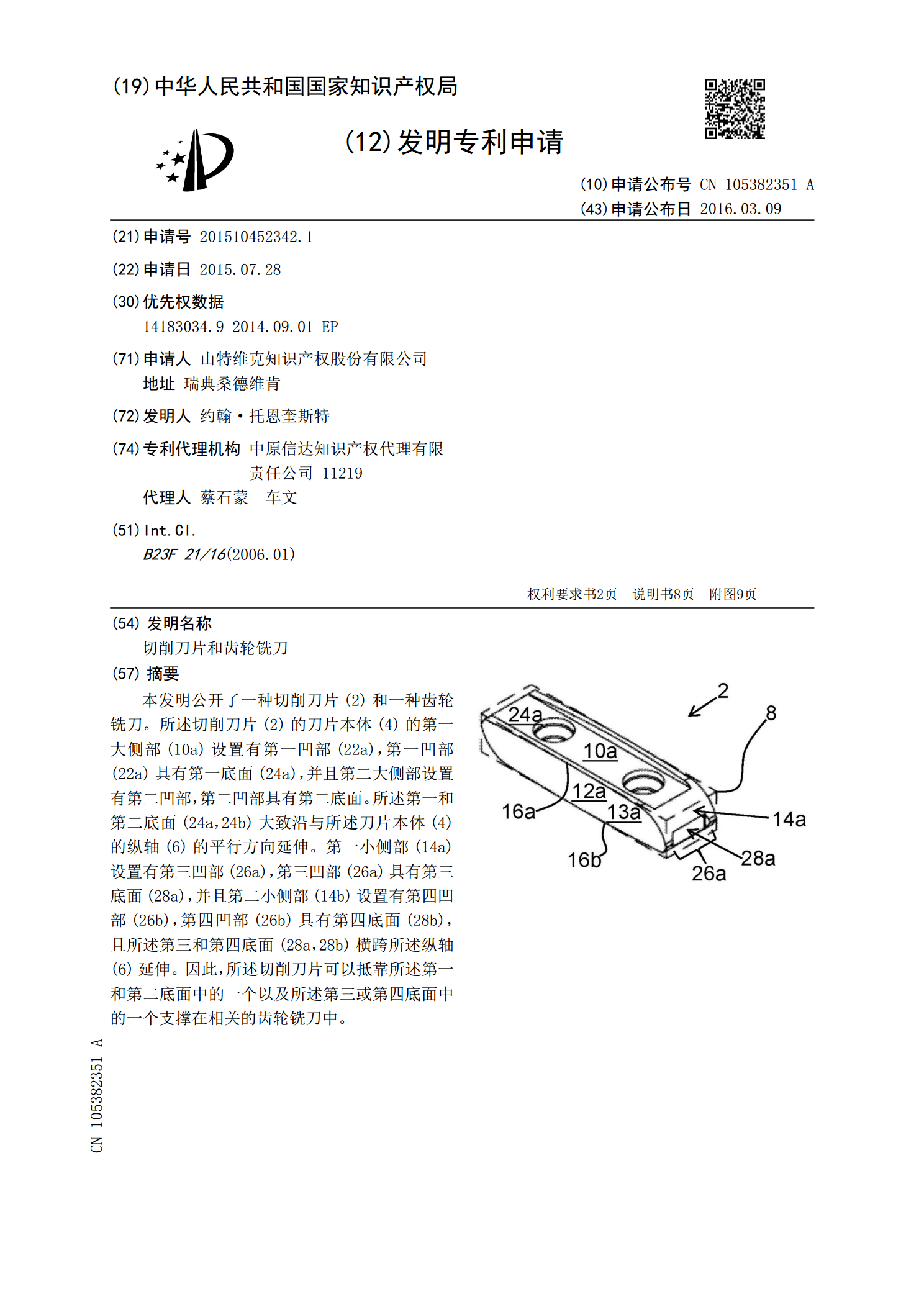
本发明公开了一种切削刀片(2)和一种齿轮铣刀。所述切削刀片(2)的刀片本体(4)的第一大侧部(10a)设置有第一凹部(22a),第一凹部(22a)具有第一底面(24a),并且第二大侧部设置有第二凹部,第二凹部具有第二底面。所述第一和第二底面(24a,24b)大致沿与所述刀片本体(4)的纵轴(6)的平行方向延伸。第一小侧部(14a)设置有第三凹部(26a),第三凹部(26a)具有第三底面(28a),并且第二小侧部(14b)设置有第四凹部(26b),第四凹部(26b)具有第四底面(28b),且所述第三和第四底

端铣刀铣削理论.ppt
端铣刀的分类–可转位立铣刀与整体式立铣刀端铣刀常见的应用方式端铣刀常见的应用方式工件材料不同切削力不同非等齿距用于消振铣刀代号的最后一个字母端铣刀进给推荐值L端铣刀的刀片园角从刀片盒的标签选择切削参数选择切削参数范例立铣刀铣削方式的选择+铣削原理–铣屑厚度铣削原理–铣削公式Torque(Nm)=kW(nett)x9549RPM15检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具的悬伸尽可能短;铣刀的齿数适中,以确保在加工时没有太多的刀片同时和工件啮合而引起振动。铣削狭窄工件或型腔时要有足够的刀片

光学薄膜切削用端铣刀和使用该端铣刀的光学薄膜的制造方法.pdf
本发明提供一种能够在光学薄膜的切削加工中抑制毛刺的端铣刀。本发明的光学薄膜切削用端铣刀包括以旋转轴为中心旋转的主体和从主体突出且构成最外径的n片切削刃,且满足以下的(1)~(3)中的任一项:(1)n为1;(2)n为2以上,所有的切削刃的刃长度之差的最大值相对于基准刃长度为0.12%以下;或者(3)n为2以上,最长的切削刃的刃长度与其他切削刃的刃长度之差的最小值相对于基准刃长度为0.60%以上。

齿轮铣刀及用于齿轮铣刀的可更换的铣削刀片.pdf
一方面,本发明涉及包括切削刃(32)的齿轮铣刀刀片,在其他方面,本发明还涉及配备有根据本发明的铣削刀片的齿轮铣刀。切削刃(32)形成在切屑表面(30)和间隙表面(31)之间且在铣削刀片的一对相对的端部(33)之间延伸。各个切削刃(32)除了包括直主刃(321)之外还包括部分刃(324),该部分刃(324)位于所述端部(33)之一和直主刃(321)之间且比主刃(321)短,并从主刃的延伸上的直基准线偏离,更准确地说沿所述端部(33)的方向偏离,且偏离角度(α)至多为10°。