
双线管螺纹切削用螺纹梳刀.pdf

努力****恨风

1/8

2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双线管螺纹切削用螺纹梳刀.pdf
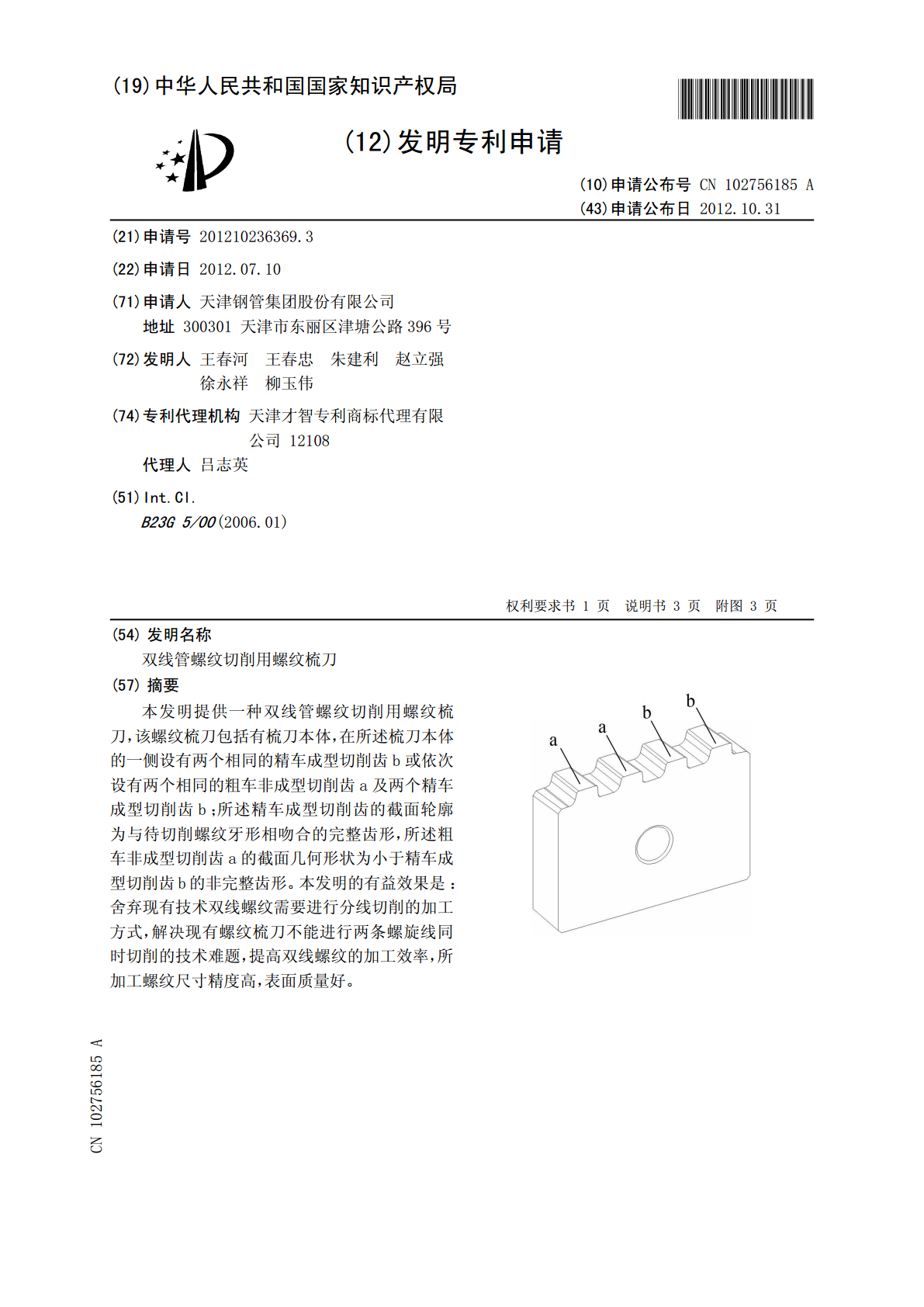
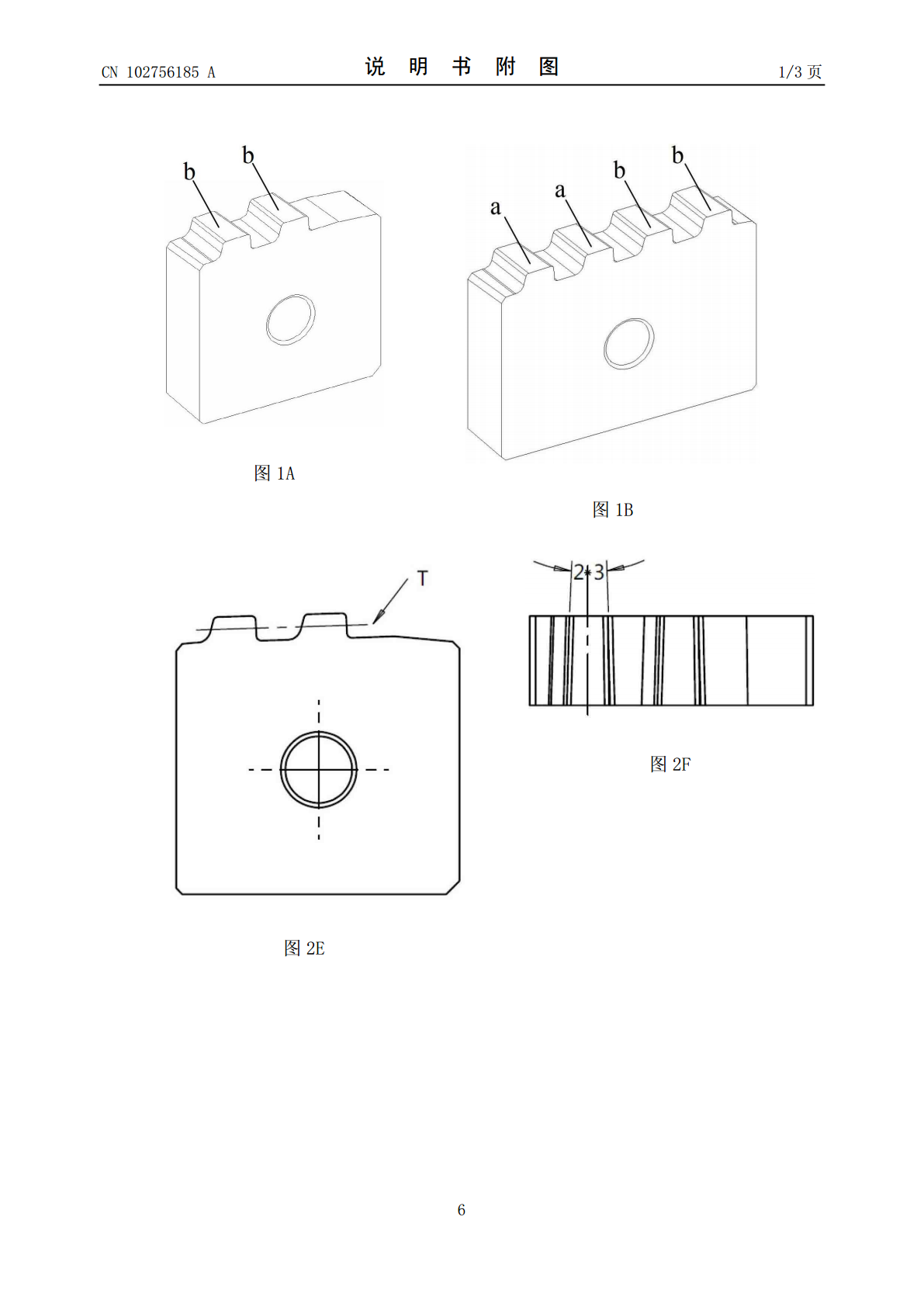
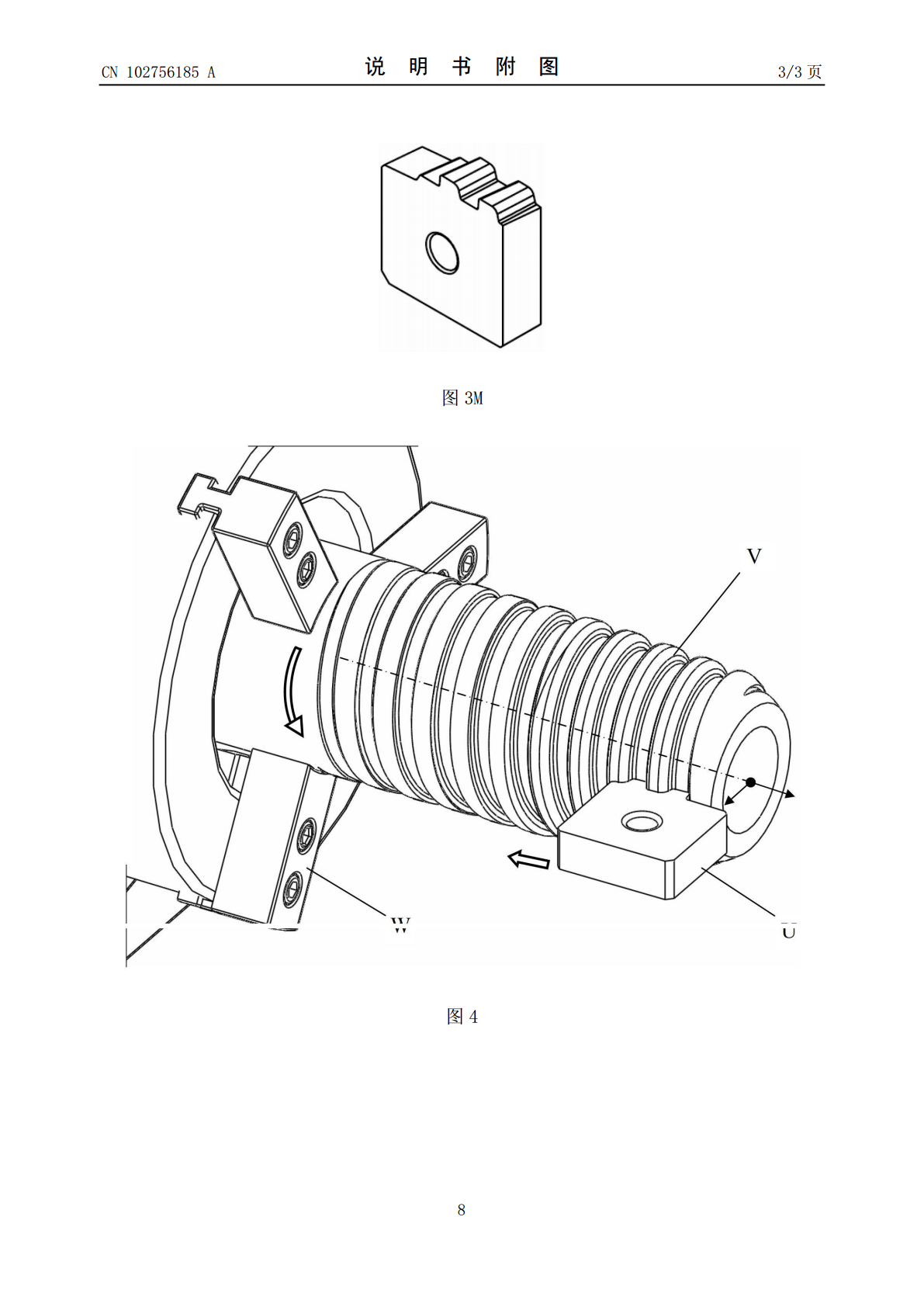
本发明提供一种双线管螺纹切削用螺纹梳刀,该螺纹梳刀包括有梳刀本体,在所述梳刀本体的一侧设有两个相同的精车成型切削齿b或依次设有两个相同的粗车非成型切削齿a及两个精车成型切削齿b;所述精车成型切削齿的截面轮廓为与待切削螺纹牙形相吻合的完整齿形,所述粗车非成型切削齿a的截面几何形状为小于精车成型切削齿b的非完整齿形。本发明的有益效果是:舍弃现有技术双线螺纹需要进行分线切削的加工方式,解决现有螺纹梳刀不能进行两条螺旋线同时切削的技术难题,提高双线螺纹的加工效率,所加工螺纹尺寸精度高,表面质量好。

一种螺纹梳刀切割用限位装置.pdf
本发明公开了一种螺纹梳刀切割用限位装置,包括放置座、压板和第一轴承,所述放置座的上表面等间距开设有预留槽,所述金属材料的外部两侧分别与第一移动板和第一固定板相互贴合,所述压板的下方连接有第一移动板和第一固定板,所述第一轴承安装在压板的上表面,所述放置座的两侧对称固定有连接块,所述限位框的外侧壁开设有定位槽,所述连接块的外侧壁设置有刻度线,所述压板的上表面开设有表面滑槽,所述第一移动板与第二移动板之间通过连接滑块相互连接。该螺纹梳刀切割用限位装置,通过拆卸安装结构的限位框的设置,能够根据金属材料的切割长度需

一种由螺纹梳刀改成的车丝刀.pdf
本发明公开了一种由螺纹梳刀改成的车丝刀,包括刀柄(4)和刀片,所述刀杆上设有第一钻孔(1)、第二钻孔(3)、孔槽(2)和燕尾槽,所述刀片的外缘设有刀齿(6),所述刀片的一端呈与燕尾槽相适配的燕尾形。本发明还公开了由螺纹梳刀改制车丝刀的方法,将旧或断的螺纹梳刀的刀片截成所要求的长度,将刀片的所有刀齿除端头留一个外其余磨掉、并磨出前角(7),磨出前角后在螺纹梳刀的刀杆上钻出第一钻孔(1)、锯出孔槽(2),并做出装螺纹梳刀的刀片燕尾部分的燕尾槽,在螺纹梳刀的刀杆靠近燕尾槽处的侧壁钻出第二钻孔(3)并攻螺纹。采用

多线螺纹梳刀理论廓形分析.docx
多线螺纹梳刀理论廓形分析多线螺纹梳刀理论廓形分析摘要:多线螺纹梳刀是一种常用于金属加工的切削工具,其廓形对于切削加工的稳定性和切削效率具有重要影响。本论文通过对多线螺纹梳刀的廓形进行理论分析,重点探讨了廓形参数对切削性能的影响,为优化梳刀设计和提高切削加工质量提供了指导。关键词:多线螺纹梳刀,廓形,切削性能,优化设计1.引言多线螺纹梳刀是金属切削过程中常用的切削工具之一,其廓形对于切削的稳定性和效率具有重要影响。因此,对多线螺纹梳刀的廓形进行理论分析和优化设计对于提高切削工艺的质量和效率具有重要意义。2.

石油管螺纹梳刀的日本专利技术.docx
石油管螺纹梳刀的日本专利技术石油管螺纹梳刀是石油钻探和生产中的一种重要工具,用于加工和修整石油管的螺纹。在石油行业中,石油管的质量和螺纹的精度直接影响石油生产的效率和安全性。日本的专利技术在石油管螺纹梳刀领域取得了显著的成就,这些技术为石油行业提供了高质量和高效率的解决方案。石油管螺纹梳刀的基本原理是通过将梳刀刃部与石油管螺纹相匹配进行切削,使螺纹槽得到清理和修整。日本的专利技术在以下几个方面做出了重要贡献。首先,日本的专利技术改进了石油管螺纹梳刀的材料和加工工艺。通过使用高硬度和高耐磨性的材料,如优质的