
齿轮测量装置的校正方法.pdf

是立****92


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮测量装置的校正方法.pdf
一种齿轮测量装置的校正方法,求出齿形斜度误差的差(△α),该差(△α)是通过基圆的切线方向扫描方法求齿轮齿形时的齿形斜度误差(α1)与通过基圆的切线方向以外的扫描方法求齿轮齿形时的齿形斜度误差(α2)的偏差,使用齿形斜度误差的差(△α)和齿轮各要素来求位置误差(△x),根据位置误差(△x)来校正测头的位置。由此,不使用机械基准部件就能够校正测头的位置。

用于光学测量装置的校正设备及校正方法.pdf
用于光学测量装置的校正设备及校正方法。用于光学测量装置的校正设备为来自光学测量装置的光束的每个扫描位置获得校正数据,所述光学测量装置包括光束扫描部和光接收部,所述光束扫描部用光束扫描放置测量对象物用的测量区域,所述光接收部接收来自所述测量区域的透过光束。所述校正设备包括:透光性的刻度尺,其具有以预定节距配置的刻度标记;和支撑台,其构造成以所述刻度标记的配置方向为所述光束的扫描方向的方式将所述刻度尺安装于所述测量区域。

齿轮回火校正装置.pdf
本发明涉及一种齿轮的校正装置,具体是一种齿轮回火校正装置。本发明所要解决的技术问题是,提供一种结构简单,操作方便的齿轮回火校正装置。它包括一个本体,本体的中心有一个与被测圆柱外齿轮的齿顶圆相配合的通孔,本体上有多个沿本体内孔的径向方向穿入本体并且对称分布的压紧螺栓。将被测圆柱外齿轮装入本体中,使被测圆柱外齿轮的键槽中心线与压紧螺栓的中心线重合,并且根据跨棒距在键槽方向的尺寸与垂直于键槽方向的尺寸的差值调整压紧力,对装配好的整体进行回火,该装置结构简单、制造成本低、使用方便、大大降低了淬火变形、保证产品的质
齿轮动态传动误差测量方法及测量装置.pdf
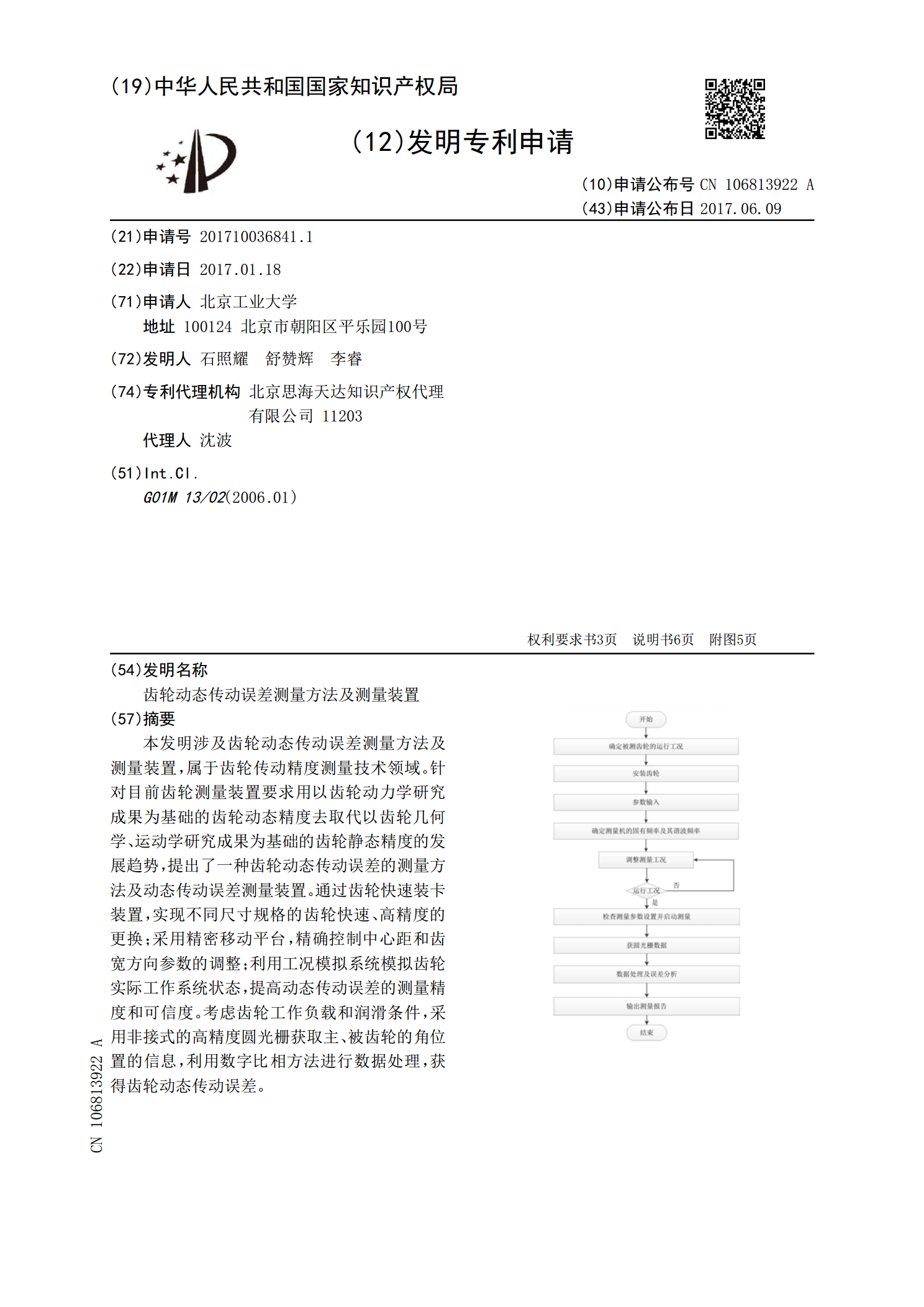
本发明涉及齿轮动态传动误差测量方法及测量装置,属于齿轮传动精度测量技术领域。针对目前齿轮测量装置要求用以齿轮动力学研究成果为基础的齿轮动态精度去取代以齿轮几何学、运动学研究成果为基础的齿轮静态精度的发展趋势,提出了一种齿轮动态传动误差的测量方法及动态传动误差测量装置。通过齿轮快速装卡装置,实现不同尺寸规格的齿轮快速、高精度的更换;采用精密移动平台,精确控制中心距和齿宽方向参数的调整;利用工况模拟系统模拟齿轮实际工作系统状态,提高动态传动误差的测量精度和可信度。考虑齿轮工作负载和润滑条件,采用非接式的高精度
内齿轮双面啮合测量装置及测量方法.pdf
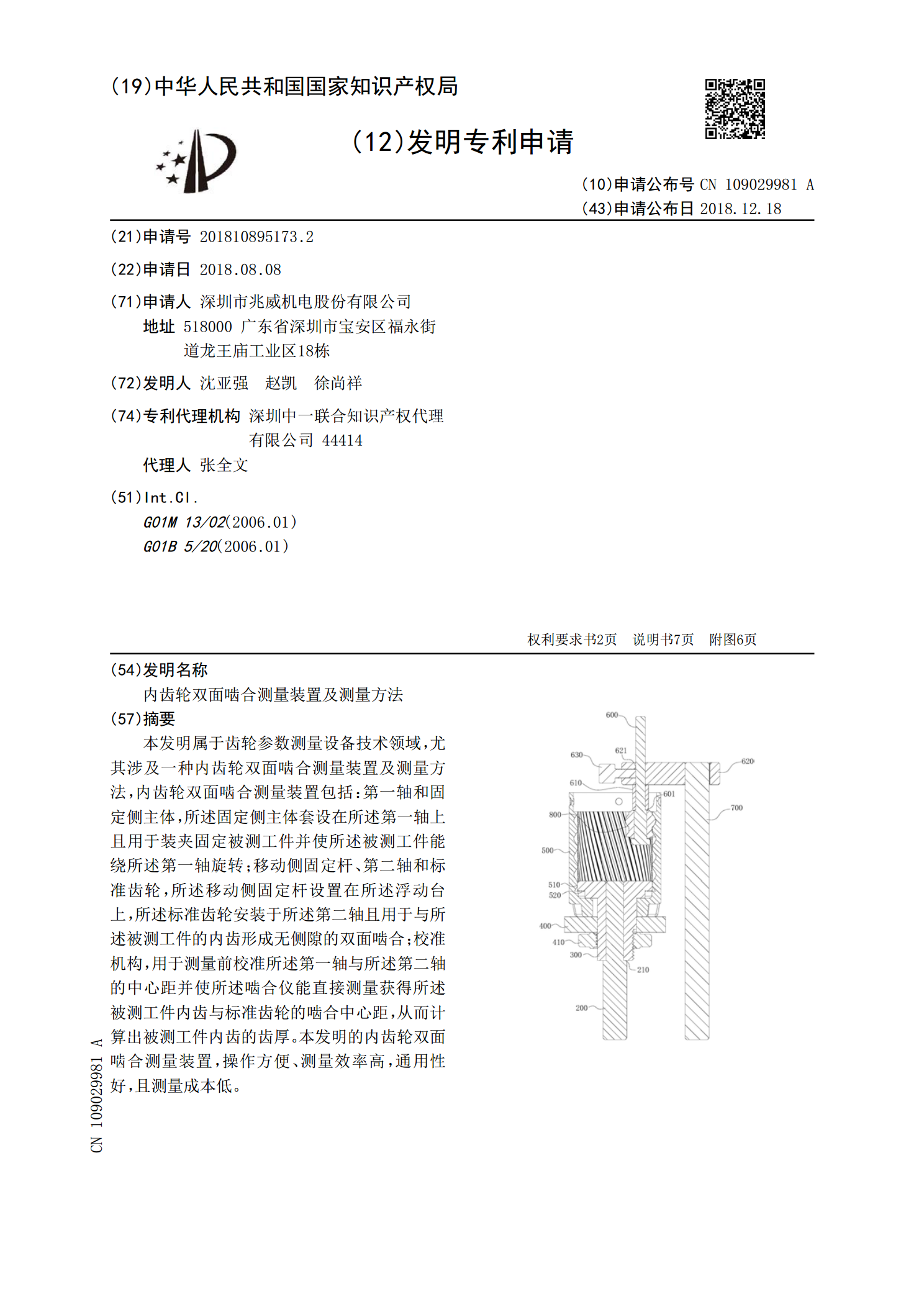
本发明属于齿轮参数测量设备技术领域,尤其涉及一种内齿轮双面啮合测量装置及测量方法,内齿轮双面啮合测量装置包括:第一轴和固定侧主体,所述固定侧主体套设在所述第一轴上且用于装夹固定被测工件并使所述被测工件能绕所述第一轴旋转;移动侧固定杆、第二轴和标准齿轮,所述移动侧固定杆设置在所述浮动台上,所述标准齿轮安装于所述第二轴且用于与所述被测工件的内齿形成无侧隙的双面啮合;校准机构,用于测量前校准所述第一轴与所述第二轴的中心距并使所述啮合仪能直接测量获得所述被测工件内齿与标准齿轮的啮合中心距,从而计算出被测工件内齿的