
一种汽轮机转子枞树型轮槽的修复方法.pdf

小寄****淑k


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽轮机转子枞树型轮槽的修复方法.pdf
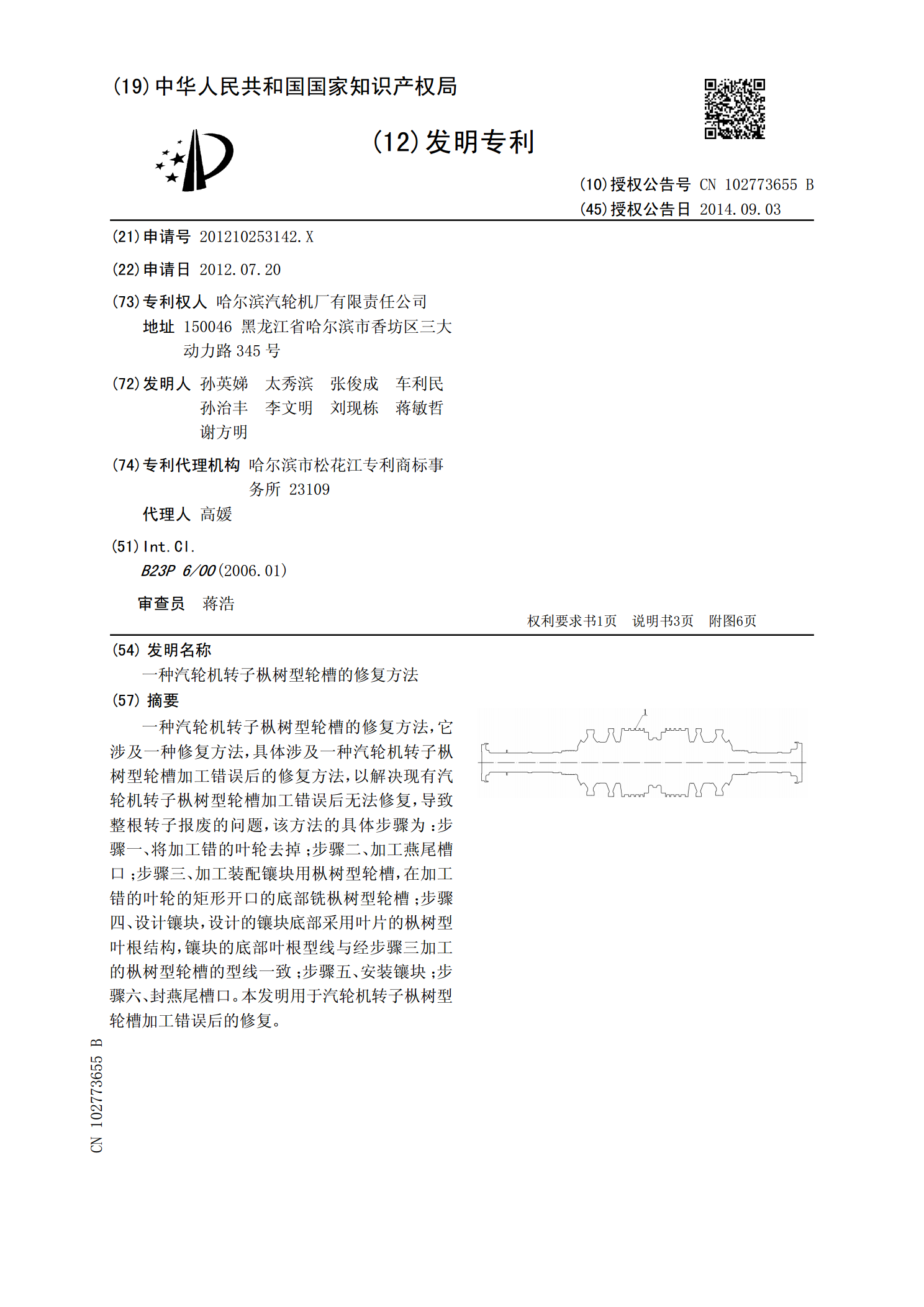
一种汽轮机转子枞树型轮槽的修复方法,它涉及一种修复方法,具体涉及一种汽轮机转子枞树型轮槽加工错误后的修复方法,以解决现有汽轮机转子枞树型轮槽加工错误后无法修复,导致整根转子报废的问题,该方法的具体步骤为:步骤一、将加工错的叶轮去掉;步骤二、加工燕尾槽口;步骤三、加工装配镶块用枞树型轮槽,在加工错的叶轮的矩形开口的底部铣枞树型轮槽;步骤四、设计镶块,设计的镶块底部采用叶片的枞树型叶根结构,镶块的底部叶根型线与经步骤三加工的枞树型轮槽的型线一致;步骤五、安装镶块;步骤六、封燕尾槽口。本发明用于汽轮机转子枞树型

汽轮机转子枞树型轮槽铣削效率提升研究.docx
汽轮机转子枞树型轮槽铣削效率提升研究引言汽轮机转子是汽轮机的核心部件之一,其结构精密复杂,对制造工艺要求极高。其中,转子枞树型轮槽是转子的关键部分之一,其加工难度较大,加工精度要求高,加工效率与加工质量均受到很大影响。因此,研究汽轮机转子枞树型轮槽铣削效率提升方案,具有重要的实际意义。一、转子枞树型轮槽加工流程分析汽轮机转子枞树型轮槽加工主要采用CAD/CAM技术,将设备的物理模型通过计算机辅助设计的方式转化为数字模型,再通过计算机数控编程实现制造。其加工流程一般为:1、准备工作:选择合适的刀具和加工工艺

汽轮机转子枞树型轮槽铣削过程参数对精度的影响.docx
汽轮机转子枞树型轮槽铣削过程参数对精度的影响1.引言汽轮机作为动力设备的重要组成部分,承担着转化化学能、核能和水力能为电能的任务。汽轮机的转子是汽轮机的核心部件,其几何形状和尺寸的精确度对汽轮机的性能和寿命有着重要的影响。其中,转子上的枞树型轮槽的加工精度也极为关键。常见的汽轮机转子枞树型轮槽加工方式有铣削和电火花放电加工两种。虽然电火花放电加工可以实现高精度加工,但加工效率低、成本高。而汽轮机转子枞树型轮槽的铣削加工则具有加工速度快,成本低等优点,因此得到广泛应用。本文主要研究汽轮机转子枞树型轮槽铣削过
核电转子枞树型轮槽分区隔槽铣削技术研究.pptx
汇报人:目录PARTONEPARTTWO技术定义技术背景技术重要性PARTTHREE技术原理实现方法技术特点PARTFOUR应用领域应用实例技术效果评估PARTFIVE技术发展趋势技术发展面临的挑战技术发展前景展望PARTSIX技术推广策略技术普及措施社会效益分析THANKYOU

枞树型轮槽加工方法研究.docx
枞树型轮槽加工方法研究枞树型轮槽是一种常见的轮槽形状,具有较大的径向厚度和槽宽,适用于传动轴承等领域。在制造过程中,枞树型轮槽的加工是一个关键的步骤,具有较高的复杂性和难度。本文将对枞树型轮槽的加工方法进行研究,并探讨其加工过程中的关键技术和存在的问题。一、枞树型轮槽加工方法的常见技术枞树型轮槽加工方法主要有以下几种常见技术:铣削加工、齿轮刀加工和激光加工等。1.铣削加工:铣削加工是一种常见的机械加工方法,适用于枞树型轮槽的制造。该方法使用铣削刀具,在工件表面上切削出轮槽形状,通过控制刀具的进给和转速等参