
第10章典型数控机床.ppt

朋兴****en

1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第10章典型数控机床.ppt
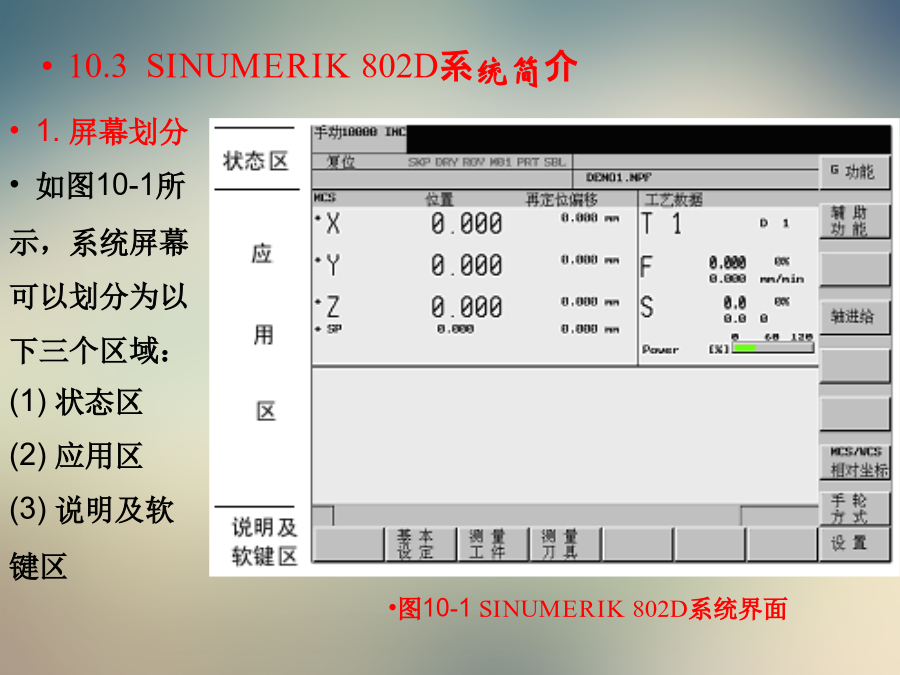
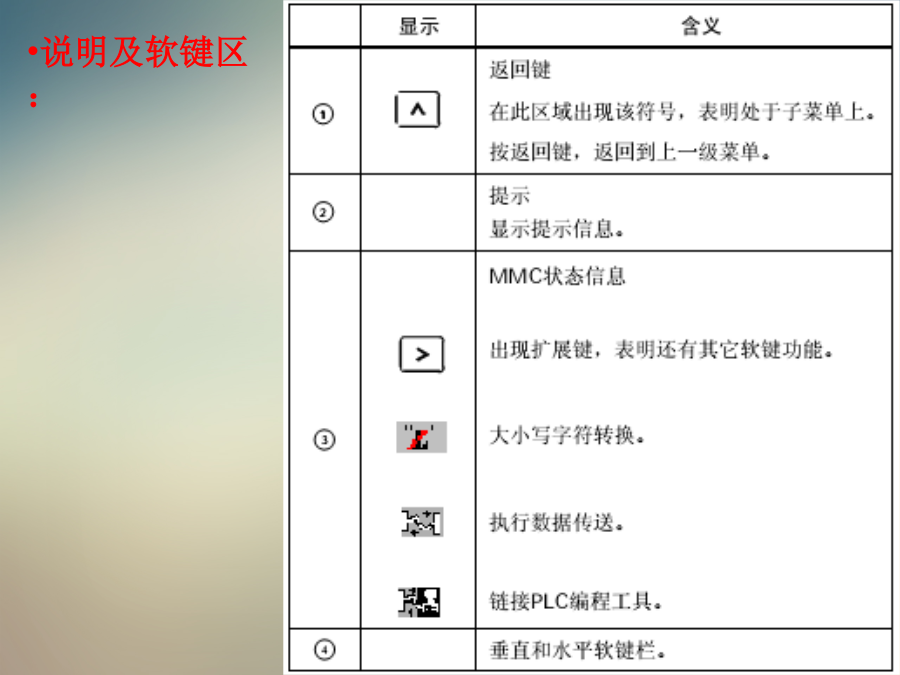
07十一月202410.3SINUMERIK802D系统简介状态区显示:说明及软键区:操作区域:10.4直角坐标系坐标系:机床中使用顺时针方向的直角坐标系。机床中的运动是指刀具和工件之间的相对运动。机床坐标系(MCS):机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。工件坐标系(WCS):用于工件编程时对工件的几何位置进行描述。工件零点可以由编程人员自由选取,编程员无需了解机床上的实际运行,也就是说不管是工件运动还是刀具运动,方向始终以工件不动而刀具运动来定义。相对坐标系:除了机床坐标系和工
第4章典型数控机床.ppt
第4章典型数控机床ξ4.1数控车床ξ4.1数控车床ξ4.1数控车床ξ4.1数控车床ξ4.1数控车床ξ4.1数控车床ξ4.2数控铣床ξ4.2数控铣床ξ4.2数控铣床ξ4.2数控铣床ξ4.2数控铣床ξ4.4并联机床ξ4.4并联铣床ξ4.4并联铣床
第10章典型数控机床.ppt
19十一月202410.3SINUMERIK802D系统简介状态区显示:说明及软键区:操作区域:10.4直角坐标系坐标系:机床中使用顺时针方向的直角坐标系。机床中的运动是指刀具和工件之间的相对运动。机床坐标系(MCS):机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。工件坐标系(WCS):用于工件编程时对工件的几何位置进行描述。工件零点可以由编程人员自由选取,编程员无需了解机床上的实际运行,也就是说不管是工件运动还是刀具运动,方向始终以工件不动而刀具运动来定义。相对坐标系:除了机床坐标系和工
第10章 典型数控机床.ppt
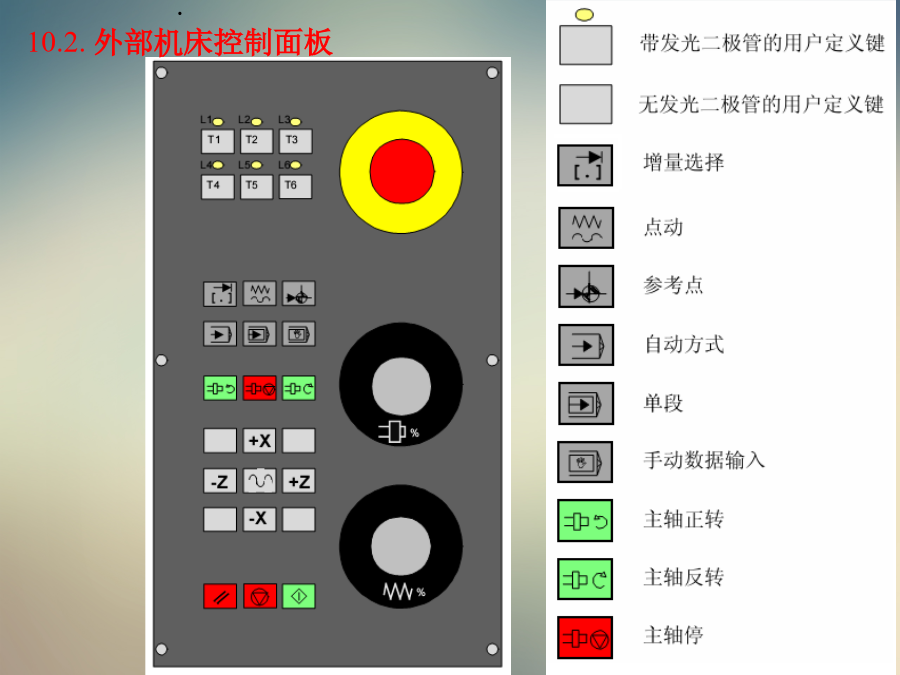
10.2.外部机床控制面板10.3SINUMERIK802D系统简介状态区显示:说明及软键区:操作区域:10.4直角坐标系坐标系:机床中使用顺时针方向的直角坐标系。机床中的运动是指刀具和工件之间的相对运动。机床坐标系(MCS):机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。工件坐标系(WCS):用于工件编程时对工件的几何位置进行描述。工件零点可以由编程人员自由选取,编程员无需了解机床上的实际运行,也就是说不管是工件运动还是刀具运动,方向始终以工件不动而刀具运动来定义。相对坐标系:除了机床坐

第3章 数控机床的典型结构.ppt
第3章数控机床的典型结构3.1主轴传动系统图3.1数控机床主轴传动方式(a)齿轮传动;(b)同步带传动;(c)电动机直接驱动2.同步带传动机构同步带传动如图3.1(b)所示,主要应用在小型数控机床上,可以避免齿轮传动时引起的振动和噪声,但它只能适用于低扭矩特性要求的主轴。图3.2同步带的结构与传动原理与一般带传动及齿轮传动相比,同步带传动具有如下优点:(1)无滑动,传动比准确。(2)传动效率高,可达98%以上。(3)使用范围广,速度可达50m/s,传动比可达10左右,传递功率由几瓦到数千瓦。(4)传动平稳