
第4章-数控车床编程-(G01GG02G03).ppt

赫赫****等你

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共68页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第4章-数控车床编程-(G01GG02G03).ppt
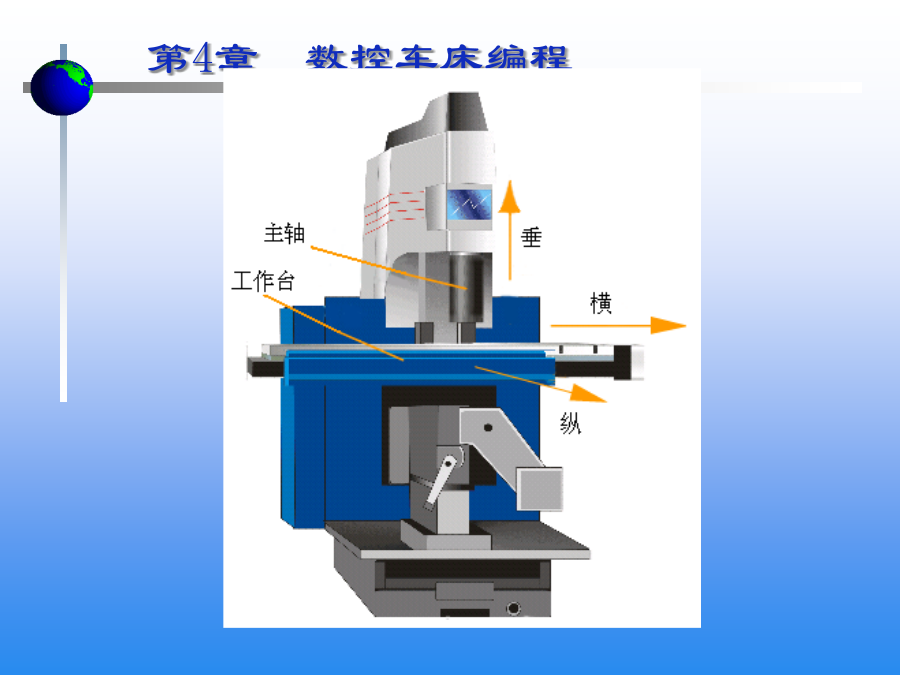
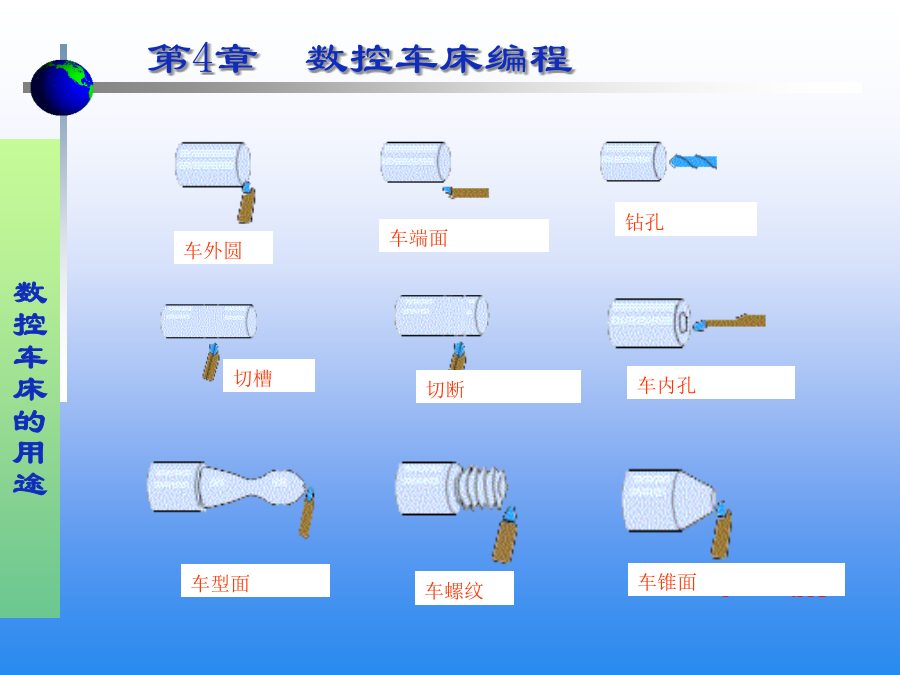
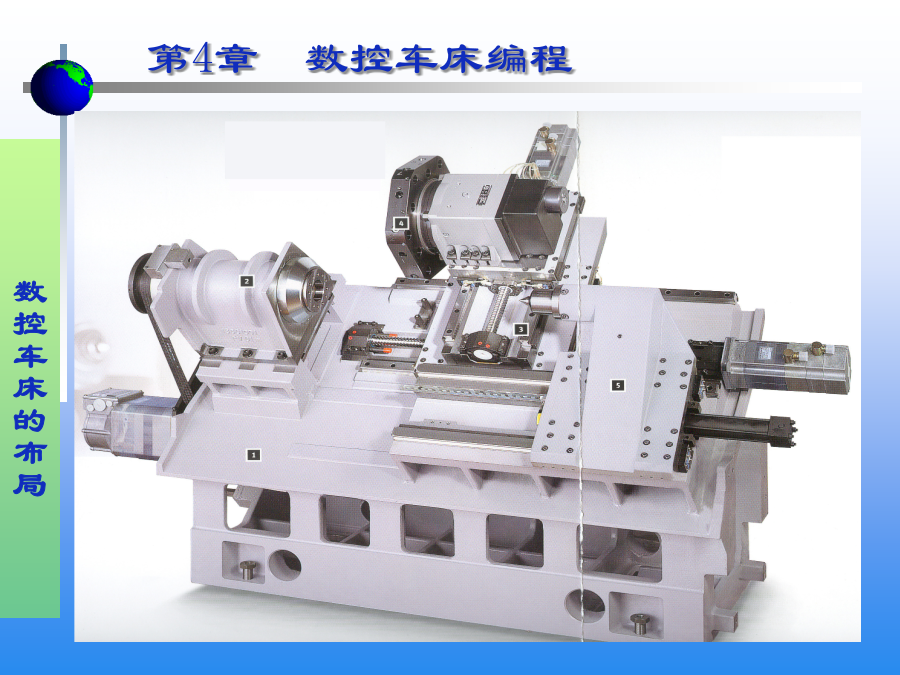
了解数控车床的用途、布局和主要参数了解数控车床的主要加工对象掌握数控车削编程的特点掌握数控车床常用编程指令的使用掌握轴类零件的车削综合编程方法数控车床一般具有两轴联动的功能,其中Z轴平行于主轴,X轴在水平面上且垂直于主轴。主要加工对象:轴类、盘套类回转体零件,可完成内外圆柱、圆锥、圆弧、螺纹等的切削加工,并能进行切槽、钻孔、扩孔、铰孔等。是目前国内使用较广的一种数控机床,约占国内数控机床总数的25%。数控车床的用途数控车床的布局数控车床的布局1.绝对编程和增量编程数控车床编程时绝对坐标和增量坐标可以在同一

(完整ppt)第4章-数控车床编程-(G01GG02G03).ppt
了解数控车床的用途、布局和主要参数了解数控车床的主要加工对象掌握数控车削编程的特点掌握数控车床常用编程指令的使用掌握轴类零件的车削综合编程方法数控车床一般具有两轴联动的功能,其中Z轴平行于主轴,X轴在水平面上且垂直于主轴。主要加工对象:轴类、盘套类回转体零件,可完成内外圆柱、圆锥、圆弧、螺纹等的切削加工,并能进行切槽、钻孔、扩孔、铰孔等。是目前国内使用较广的一种数控机床,约占国内数控机床总数的25%。数控车床的用途数控车床的布局数控车床的布局1.绝对编程和增量编程数控车床编程时绝对坐标和增量坐标可以在同一

第6章 数控车床的编程.ppt
第6章数控车床的编程6.1认识数控车床的编程与加工6.2数控车床编程基础6.2数控车床编程基础6.2数控车床编程基础6.2数控车床编程基础6.3常用编程指令6.3常用编程指令6.3常用编程指令6.3常用编程指令6.3常用编程指令三、快速点定位指令G00四、直线插补指令G01五、进给速度单位设定指令G94、G956.3.1常用基本指令6.3.2单一固定循环指令6.3.2单一固定循环指令6.3.3复合固定循环指令6.3.3复合固定循环指令6.3.3复合固定循环指令6.3.3复合固定循环指令6.3.4螺纹车削加

第3章 数控车床编程.ppt
第3章数控车床编程3.1数控车床编程基础(1)简易数控车床(经济型数控车床):是低档次数控车床,一般是用单板机或单片机进行控制,机械部分是在普通车床的基础上改进设计的。(2)多功能数控车床:也称全功能型数控车床,由专门的数控系统控制,具备数控车床的各种结构特点。(3)数控车削中心:在数控车床的基础上增加其他的附加坐标轴。按结构和用途数控车床主要可分为数控卧式车床、数控立式车床和数控专用车床(如数控凸轮车床、数控曲轴车床、数控丝杠车床等)。2.数控车床的基本构成(1)数控系统:数控车床的数控系统是由CNC装

第4章数控车床编程课件.ppt
第4章数控车床编程本章学习目标:本章讲述数控车床的编程特点及各编程指令的使用,数控车床的用途、布局、主要参数及其操作,并通过典型实例讲述了数控车削加工程序的编制。本章要求了解数控车床的用途、布局、主要参数及其操作,掌握数控车床的编程特点及各编程指令的使用,并能熟练地编制数控车削加工程序。本章教学学时:16学时4.1概述4.1.2数控车床的主要技术参数2.数控系统的主要技术规格控制轴数——2轴(X轴、Z轴,手动方式时仅1轴)联动轴数——2轴最小输入增量——X轴:0.001mm;Z轴:0.001mm最小指令增