
气门杆部数控无心磨床结构.pdf

书生****专家


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

气门杆部数控无心磨床结构.pdf
本发明提供了气门杆部数控无心磨床结构,其使得砂轮表面光洁度高,而且修整时间缩短,从而提高了生产率,适合大批量生产。其包括导轮,、导轮修整金刚笔、气门夹持结构、砂轮,所述气门夹持结构位于所述导轮、砂轮之间,所述导轮修整金刚笔朝向所述导轮,气门置于所述气门夹持结构,其特征在于:金刚石滚轮朝向所述砂轮,所述金刚石滚轮通过外置电机驱动。

气门杆部数控无心磨床的砂轮主轴结构.pdf
本发明提供了气门杆部数控无心磨床的砂轮主轴结构,其使得主轴在转动时无需和轴承相接触起动力矩小,消耗功率小,进而使得主轴的回转精度高。其包括主轴、主轴外壳、砂轮夹盘,所述主轴的端部套装有砂轮夹盘,所述主轴贯穿所述主轴外壳,其特征在于:所述主轴外壳的两端设置有五片式液体动压轴承,所述主轴贯穿所述动五片式液体动压轴承的内孔,所述主轴外壳内开有油路,所述油路连通所述五片式液体动压轴承的内部油腔,所述内部油腔均布于所述五片式液体动压轴承的内孔的內缘壁,所述内部油腔包裹所述主轴外缘面。
气门杆部数控无心磨床的导轮主轴结构.pdf
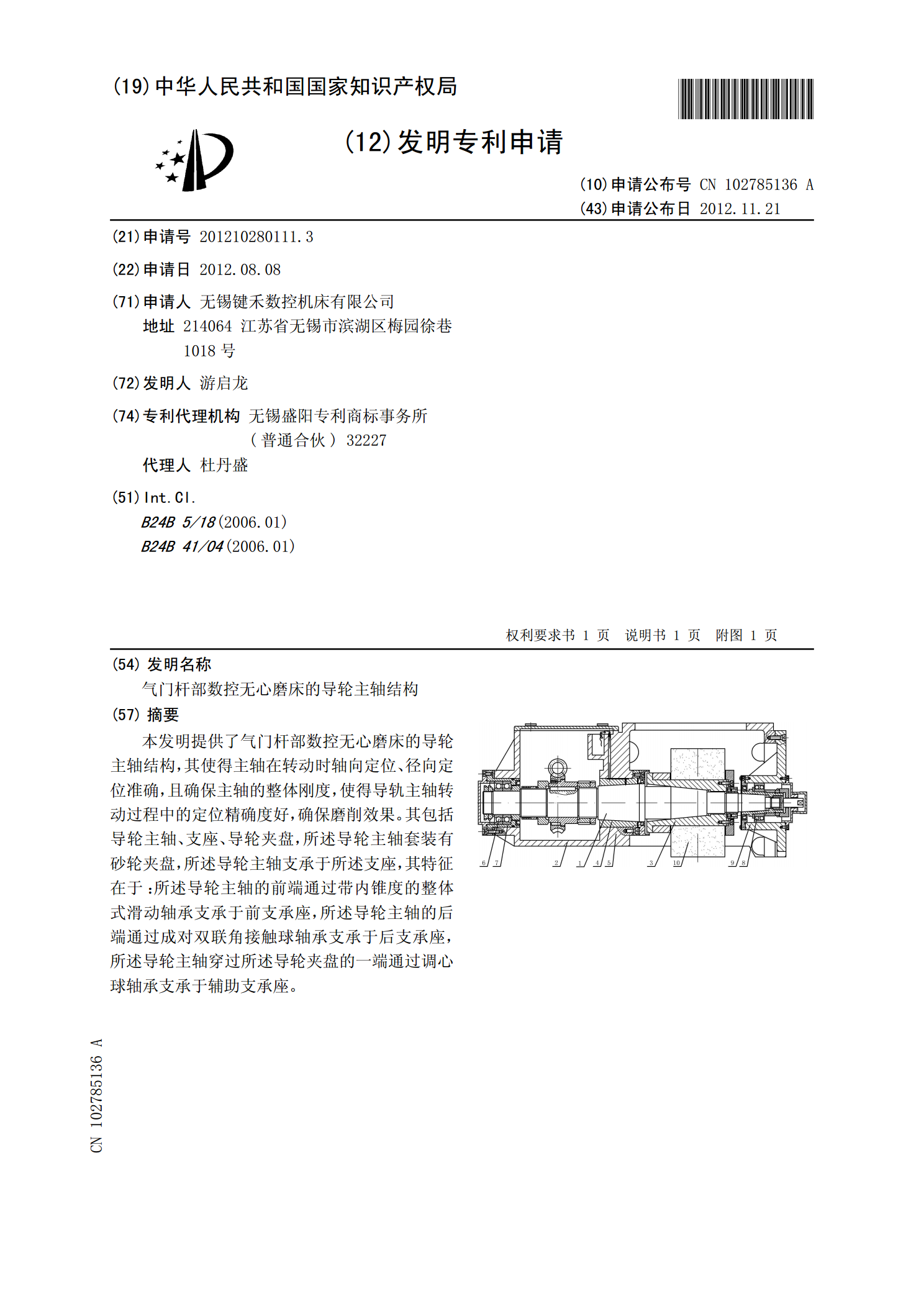
本发明提供了气门杆部数控无心磨床的导轮主轴结构,其使得主轴在转动时轴向定位、径向定位准确,且确保主轴的整体刚度,使得导轨主轴转动过程中的定位精确度好,确保磨削效果。其包括导轮主轴、支座、导轮夹盘,所述导轮主轴套装有砂轮夹盘,所述导轮主轴支承于所述支座,其特征在于:所述导轮主轴的前端通过带内锥度的整体式滑动轴承支承于前支承座,所述导轮主轴的后端通过成对双联角接触球轴承支承于后支承座,所述导轮主轴穿过所述导轮夹盘的一端通过调心球轴承支承于辅助支承座。

气门杆部数控无心磨床的导轮修整器进给结构.pdf
本发明提供了气门杆部数控无心磨床的导轮修整器进给结构,其使得导轮修整器的直线进给准确,确保导轮修整器的进给精度,此外,减少了滚珠丝杆的运动载荷,使得滚珠丝杆工作寿命长。其包括导轮修整器、底座、伺服电机、滚珠丝杆、丝杆螺母,所述导轮修整器支承于所述底座,所述伺服电机驱动所述滚珠丝杆,所述滚珠丝杆螺纹连接所述丝杆螺母,所述丝杆螺母的一端紧固连接所述导轮修整器,其特征在于:所述底座的上端面设置有燕尾直线导轨槽,所述导轮修整器的底部设置有燕尾导轨,所述燕尾导轨嵌装于所述燕尾直线导轨槽,所述伺服电机连接所述减速器的

气门杆部数控无心磨床的金刚滚轮修整器的进给结构.pdf
本发明提供了气门杆部数控无心磨床的金刚滚轮修整器的进给结构,其使得金刚滚轮修整器进给时其双向的准确度高,使得其可以用于对气门杆部数控无心磨床的砂轮的修整,从而使得砂轮磨削快、效率高。其包括金刚滚轮、滚轮底座,所述金刚滚轮支承于所述滚轮底座内,其特征在于:其包括横向进给机构、纵向进给机构,所述横向进给机构位于横向支座内,所述横向进给机构包括横向伺服电机、横向谐波减速器、横向滚珠丝杆、横向丝杆螺母,所述横向伺服电机连接所述横向谐波减速器的输入端,所述横向谐波减速器的输出端连接所述横向滚珠丝杆。