
一种管料输送装置及方法.pdf

丹烟****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种管料输送装置及方法.pdf
本发明公开了一种管料输送装置及方法,用于将经加热处理后的钢管管料输送至加厚机,使得所述管料的预定加厚部分位于所述加厚机的模膛内,以进行加厚处理,所述管料输送装置包括:可承载所述管料的辊道组、压轮输送系统、控制系统以及光电传感组件。本发明的管料输送装置和方法,能够将加热后的钢管管料,快速地输送至加厚机,以进行加厚处理,并且能够实现管料在加厚机内的精确定位。

一种管料输送装置.pdf
本发明提供一种管料输送装置,包括主架体、驱动轮、被动轮、辊筒、管料夹紧件,驱动轮、被动轮、辊筒、管料夹紧件均安装在主架体上,辊筒分别与驱动轮、被动轮连接。本发明的有益效果是本发明通过辊筒的转动顺利将管料传送到目的地,其管料夹紧件使的管料在传送过程中不会跑偏;具有结构简单,易于实现,实用性强的优点。
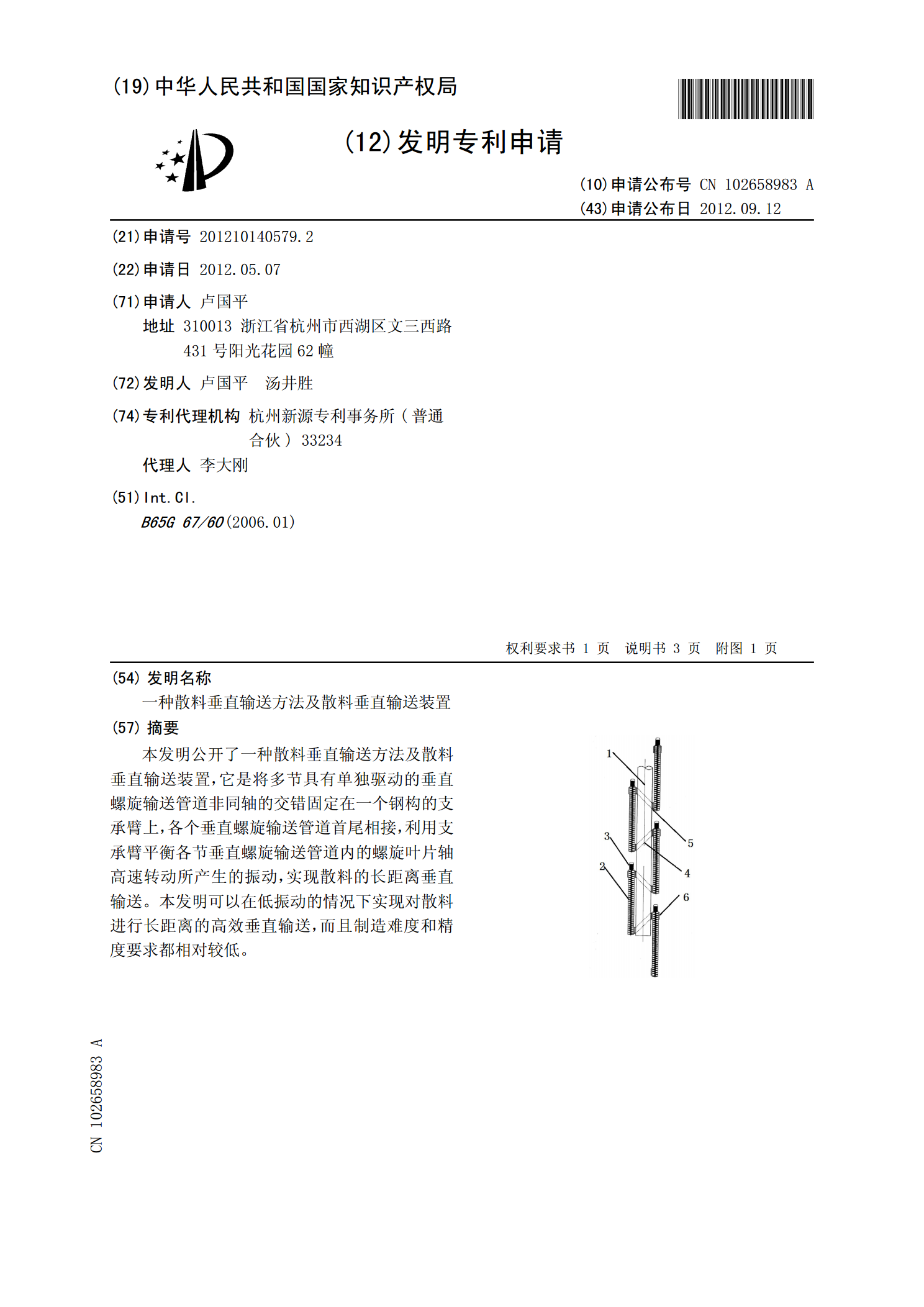
一种散料垂直输送方法及散料垂直输送装置.pdf
本发明公开了一种散料垂直输送方法及散料垂直输送装置,它是将多节具有单独驱动的垂直螺旋输送管道非同轴的交错固定在一个钢构的支承臂上,各个垂直螺旋输送管道首尾相接,利用支承臂平衡各节垂直螺旋输送管道内的螺旋叶片轴高速转动所产生的振动,实现散料的长距离垂直输送。本发明可以在低振动的情况下实现对散料进行长距离的高效垂直输送,而且制造难度和精度要求都相对较低。

输送管料的挡料链排装置.pdf
本发明涉及输送管料的挡料链排装置,包括至少两个相互平行的具有倾斜角度的机架,所述机架内分别安装链传动机构,所述链传动机构包括双排链轮和链条,相平行的机架之间通过链轮轴驱动连接,所述链轮轴上安装双排链轮,所述双排链轮通过轴承装置固定于机架两端,所述双排链轮上安装两条链条,所述两链条之间通过销轴间隔安装有多个挡料机构;所述挡料机构的结构如下:其包括伸出杆,所述伸出杆的一端设置有重块,所述伸出杆的中部套置有限位框,所述限位框的两侧壁开有销轴孔,所述限位框与重块之间的伸出杆上开有销轴孔,所述限位框所开的销轴孔与伸
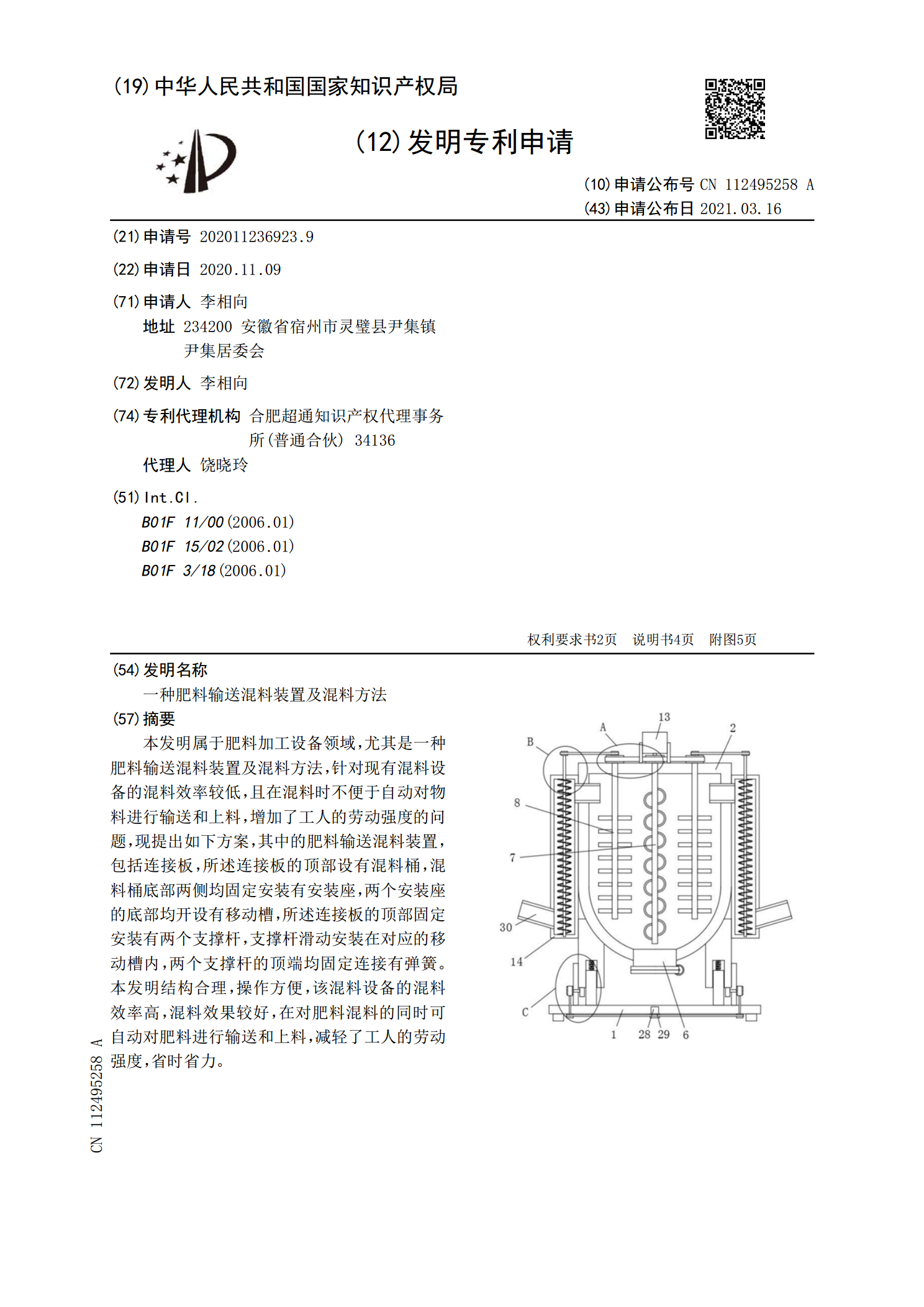
一种肥料输送混料装置及混料方法.pdf
本发明属于肥料加工设备领域,尤其是一种肥料输送混料装置及混料方法,针对现有混料设备的混料效率较低,且在混料时不便于自动对物料进行输送和上料,增加了工人的劳动强度的问题,现提出如下方案,其中的肥料输送混料装置,包括连接板,所述连接板的顶部设有混料桶,混料桶底部两侧均固定安装有安装座,两个安装座的底部均开设有移动槽,所述连接板的顶部固定安装有两个支撑杆,支撑杆滑动安装在对应的移动槽内,两个支撑杆的顶端均固定连接有弹簧。本发明结构合理,操作方便,该混料设备的混料效率高,混料效果较好,在对肥料混料的同时可自动对肥