
一种自动化螺旋铣孔装置及其方法.pdf

小云****66


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动化螺旋铣孔装置及其方法.pdf
本发明公开了一种自动化螺旋铣孔装置及其方法。装置包括底座、主轴滑座、外偏心套筒、内偏心套筒、力矩电机、圆光栅、电主轴、压脚、工业相机、直线光栅、4个激光距离传感器、伺服电机、滚珠丝杠副、同步带等;其中,内、外偏心套筒的内、外轮廓的轴线采用偏置设计,内偏心套筒安装在外偏心套筒内部,外偏心套筒的内轮廓轴线与内偏心套筒的外轮廓轴线重合。本发明通过控制内、外偏心套筒间的相对转角实现刀具径向偏置;主轴进给采用双光栅反馈,保证锪窝深度的精确性;采用工业相机检测工件上的预制孔位置,通过4个激光距离传感器检测制孔位置的法
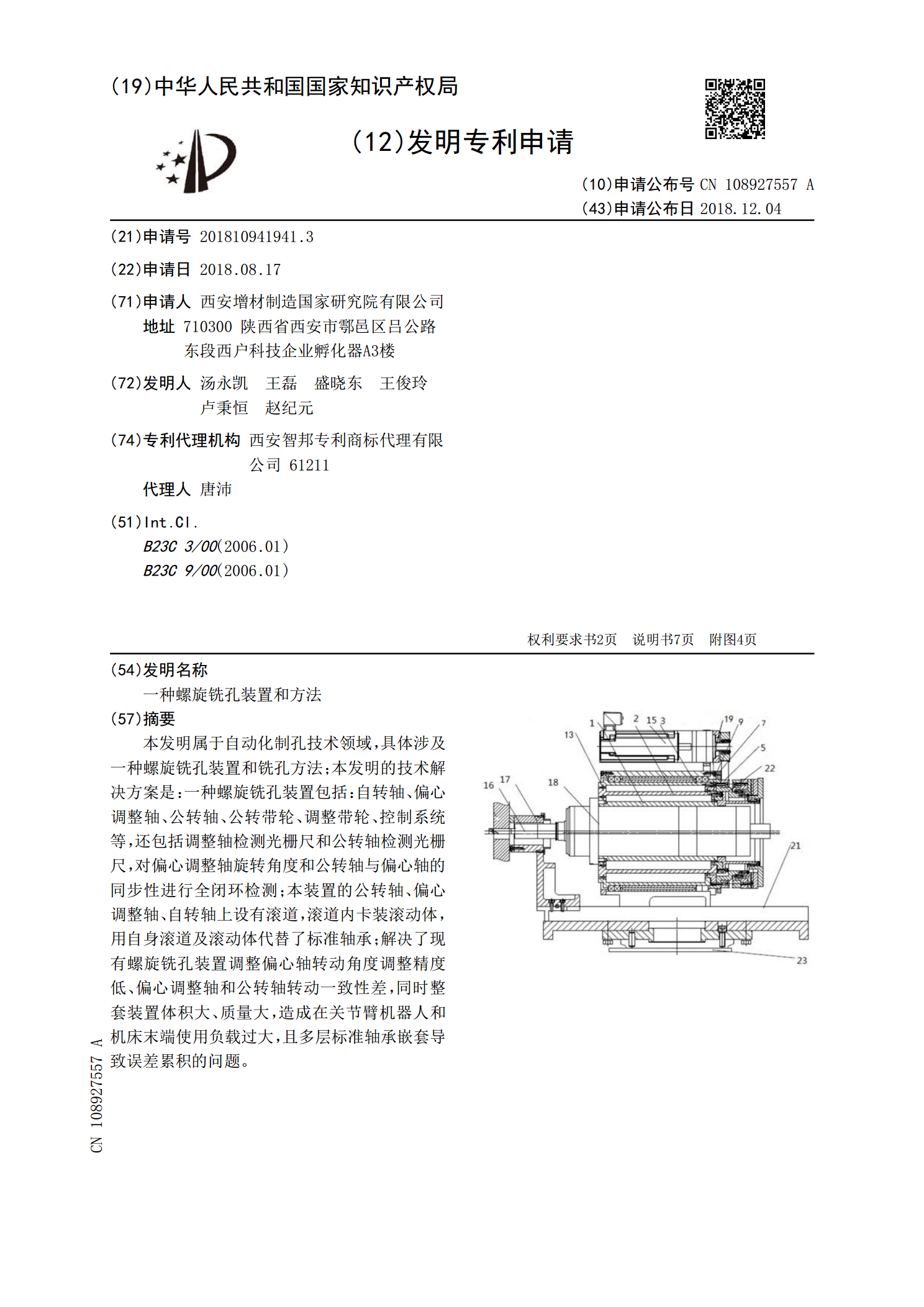
一种螺旋铣孔装置和方法.pdf
本发明属于自动化制孔技术领域,具体涉及一种螺旋铣孔装置和铣孔方法;本发明的技术解决方案是:一种螺旋铣孔装置包括:自转轴、偏心调整轴、公转轴、公转带轮、调整带轮、控制系统等,还包括调整轴检测光栅尺和公转轴检测光栅尺,对偏心调整轴旋转角度和公转轴与偏心轴的同步性进行全闭环检测;本装置的公转轴、偏心调整轴、自转轴上设有滚道,滚道内卡装滚动体,用自身滚道及滚动体代替了标准轴承;解决了现有螺旋铣孔装置调整偏心轴转动角度调整精度低、偏心调整轴和公转轴转动一致性差,同时整套装置体积大、质量大,造成在关节臂机器人和机床末
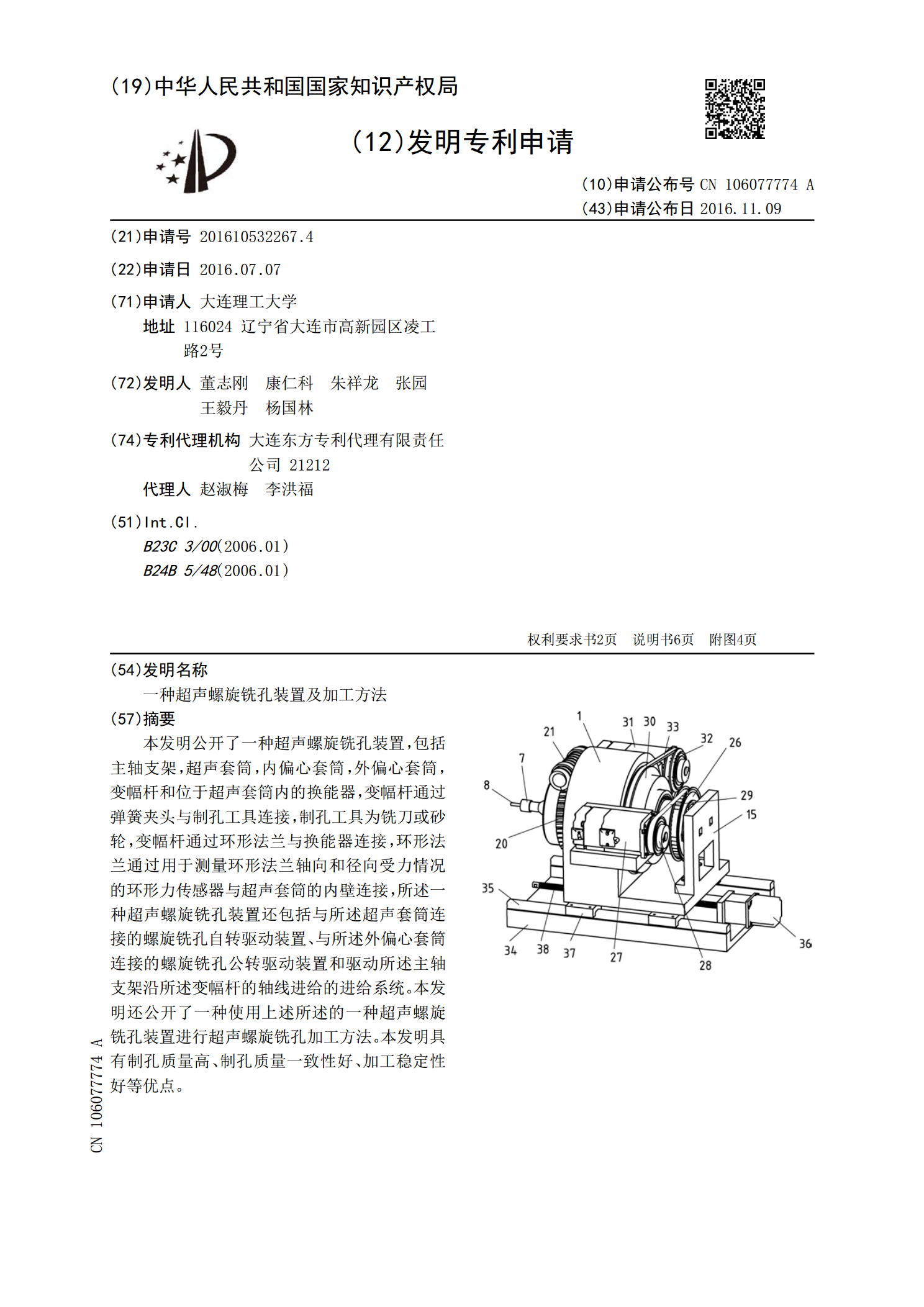
一种超声螺旋铣孔装置及加工方法.pdf
本发明公开了一种超声螺旋铣孔装置,包括主轴支架,超声套筒,内偏心套筒,外偏心套筒,变幅杆和位于超声套筒内的换能器,变幅杆通过弹簧夹头与制孔工具连接,制孔工具为铣刀或砂轮,变幅杆通过环形法兰与换能器连接,环形法兰通过用于测量环形法兰轴向和径向受力情况的环形力传感器与超声套筒的内壁连接,所述一种超声螺旋铣孔装置还包括与所述超声套筒连接的螺旋铣孔自转驱动装置、与所述外偏心套筒连接的螺旋铣孔公转驱动装置和驱动所述主轴支架沿所述变幅杆的轴线进给的进给系统。本发明还公开了一种使用上述所述的一种超声螺旋铣孔装置进行超声

螺旋铣孔装置.pdf
本发明提供一种螺旋铣孔装置,包括:机座、主轴系统、调偏机构,公转系统以及防缠线机构。其中,主轴系统包括电主轴及固定到电主轴的自由端的铣刀,电主轴驱动所述铣刀自转;调偏机构包括外筒和内筒,内筒环绕电主轴,外筒环绕内筒,外筒的外圆与内圆偏心设置,内筒的外圆与内圆偏心设置;公转系统包括驱动电机、小齿轮以及大齿轮,驱动电机驱动小齿轮来带动大齿轮,以实现主轴系统的公转,铣刀的自转的轴线与主轴系统的公转的轴线之间存在偏心距。本发明可安装于机械手臂上,通过CNC实现制孔时孔中心的精确定位与轴向铣削进给,适用于快速制备大
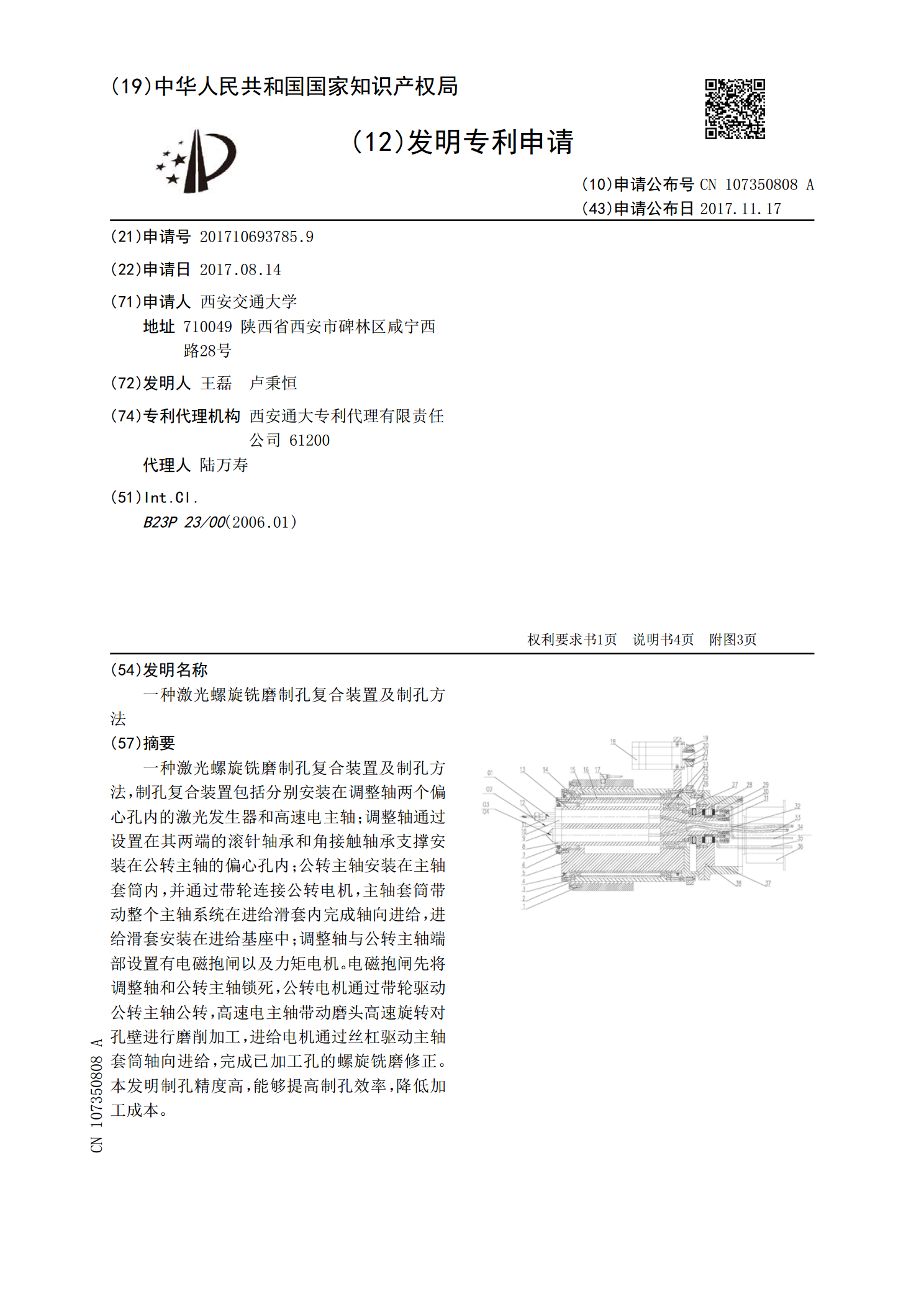
一种激光螺旋铣磨制孔复合装置及制孔方法.pdf
一种激光螺旋铣磨制孔复合装置及制孔方法,制孔复合装置包括分别安装在调整轴两个偏心孔内的激光发生器和高速电主轴;调整轴通过设置在其两端的滚针轴承和角接触轴承支撑安装在公转主轴的偏心孔内;公转主轴安装在主轴套筒内,并通过带轮连接公转电机,主轴套筒带动整个主轴系统在进给滑套内完成轴向进给,进给滑套安装在进给基座中;调整轴与公转主轴端部设置有电磁抱闸以及力矩电机。电磁抱闸先将调整轴和公转主轴锁死,公转电机通过带轮驱动公转主轴公转,高速电主轴带动磨头高速旋转对孔壁进行磨削加工,进给电机通过丝杠驱动主轴套筒轴向进给,