
一种确定复杂曲面轮廓度误差的方法.pdf

努力****爱静


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种确定复杂曲面轮廓度误差的方法.pdf
本发明公开了一种确定复杂曲面轮廓度误差的方法,涉及复杂曲面评定领域,数控系统将当前坐标位置传送给数据处理终端;数据处理终端通过当前坐标位置建立复杂曲面轮廓度误差模型;通过测量坐标系和设计坐标系的粗匹配,获取理想曲面的位姿初始参数;数据处理终端通过位姿初始参数和复杂曲面轮廓度误差模型获取复杂曲面轮廓度初始误差;数据处理终端对位姿初始参数进行优化,并重新获取复杂曲面轮廓度当前误差,直到复杂曲面轮廓度当前误差和复杂曲面轮廓度初始误差的差值小于阈值时,将复杂曲面轮廓度当前误差作为复杂曲面轮廓度最终误差并输出。通过

一种确定复杂曲面轮廓度误差的方法.pdf
本发明适用于曲面误差计算技术领域,提供了一种确定复杂曲面轮廓度误差的方法,包括以下步骤:获取原始曲面S1的主曲率(K1,K2);获取目标曲面S2的曲率(M1,M2);计算主曲率之差T1=M1‑K1,T2=M2‑K2;当T1≥0且T2≥0时,记该组合为曲率增加面;当T1≤0且T2≤0时,记该组合为曲率减小面;当T1*T2
一种用于复杂曲面表面轮廓度误差不确定度的计算方法.pdf
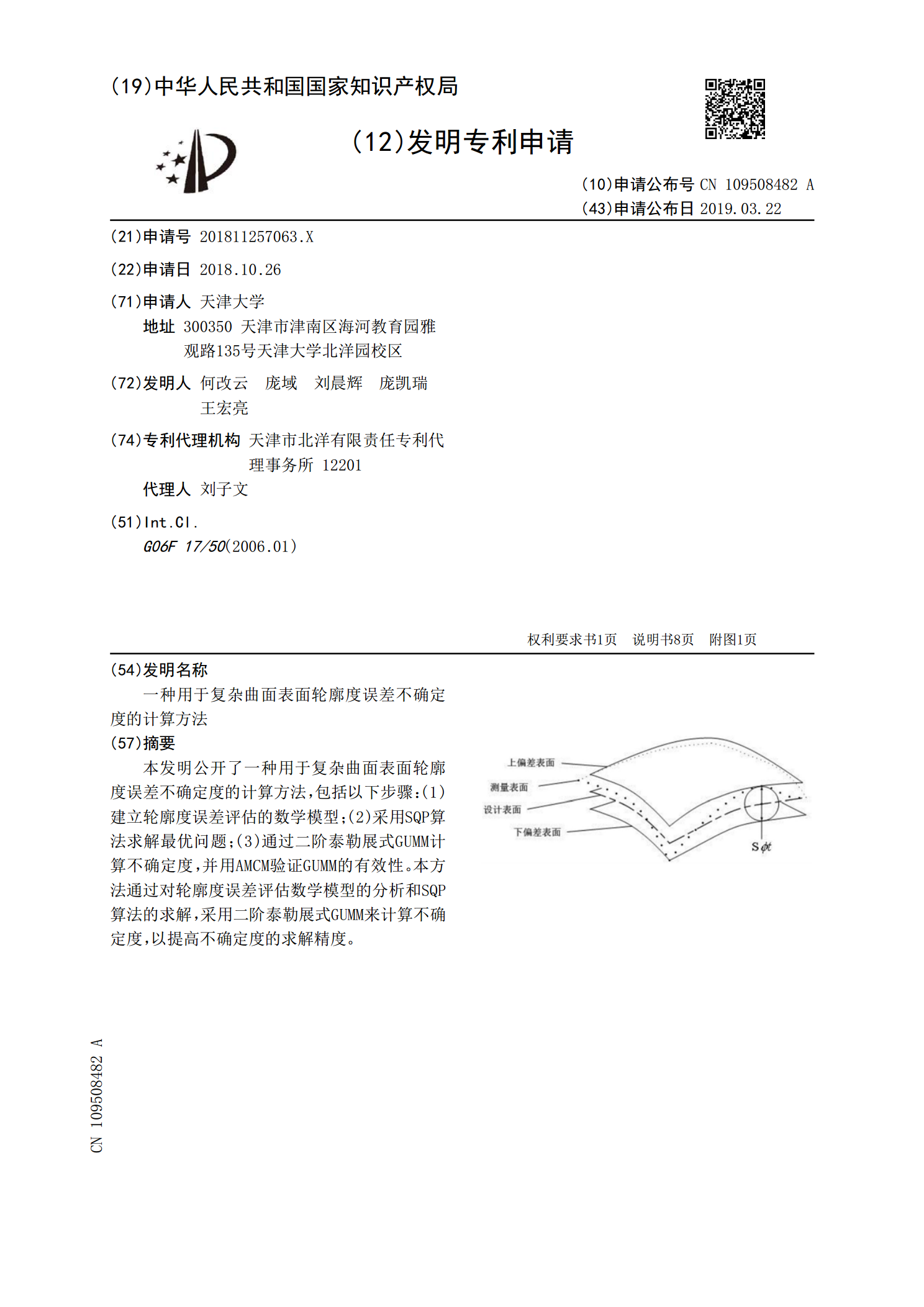
本发明公开了一种用于复杂曲面表面轮廓度误差不确定度的计算方法,包括以下步骤:(1)建立轮廓度误差评估的数学模型;(2)采用SQP算法求解最优问题;(3)通过二阶泰勒展式GUMM计算不确定度,并用AMCM验证GUMM的有效性。本方法通过对轮廓度误差评估数学模型的分析和SQP算法的求解,采用二阶泰勒展式GUMM来计算不确定度,以提高不确定度的求解精度。

基于分割球面逼近的复杂曲面轮廓度误差评定.docx
基于分割球面逼近的复杂曲面轮廓度误差评定摘要:基于分割球面逼近的方式已被广泛应用于复杂曲面的轮廓度误差评定。此方法可以通过分割曲面为一个个小区域,然后在每个小区域内进行球面逼近,最终得到曲面的平均曲率信息并计算曲面轮廓度误差。本文将介绍这一方法的基本流程和具体实现步骤,并在实验中使用不同曲面进行轮廓度误差评价,验证该方法的准确性和可靠性。关键词:复杂曲面,轮廓度误差评定,分割球面逼近,平均曲率Ⅰ.绪论复杂曲面轮廓度误差评估是三维数据测量领域中的一个重要内容,其目的是通过对曲面的形状、几何特征等进行分析,从

基于Matlab GUI的复杂曲面轮廓度误差评定系统.docx
基于MatlabGUI的复杂曲面轮廓度误差评定系统基于MatlabGUI的复杂曲面轮廓度误差评定系统摘要:在现代制造领域,复杂曲面的轮廓度误差评定是非常重要的一项任务。本论文提出了基于MatlabGUI的复杂曲面轮廓度误差评定系统,该系统通过可视化界面、实时计算和数据管理等功能,实现了对复杂曲面轮廓度误差的准确评定与分析。本文首先介绍了轮廓度误差的基本概念和常见评定方法,然后详细介绍了系统的设计与实现,最后通过实例验证了系统的有效性和可靠性。关键词:复杂曲面、轮廓度误差、评定系统、MatlabGUI1.引