
第3章 金属切削加工方法与设备 _教案.ppt

努力****骞北

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共79页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第3章 金属切削加工方法与设备 _教案.ppt
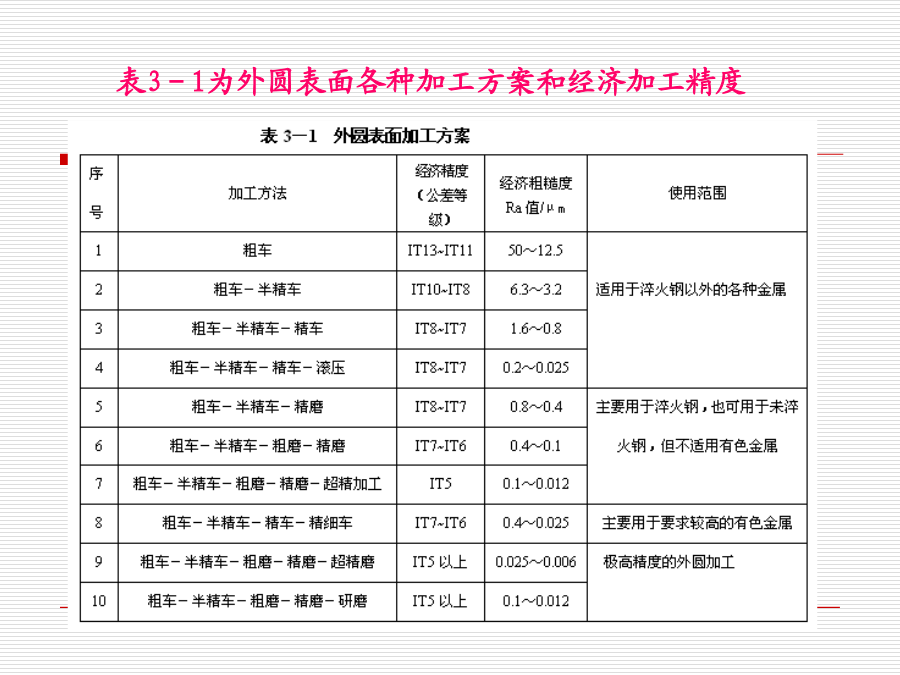
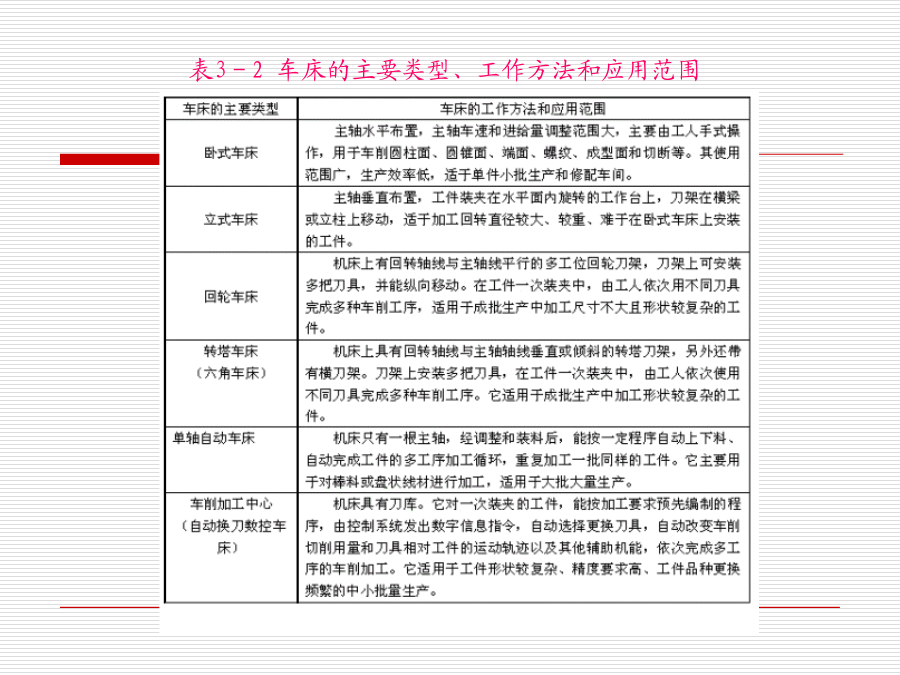
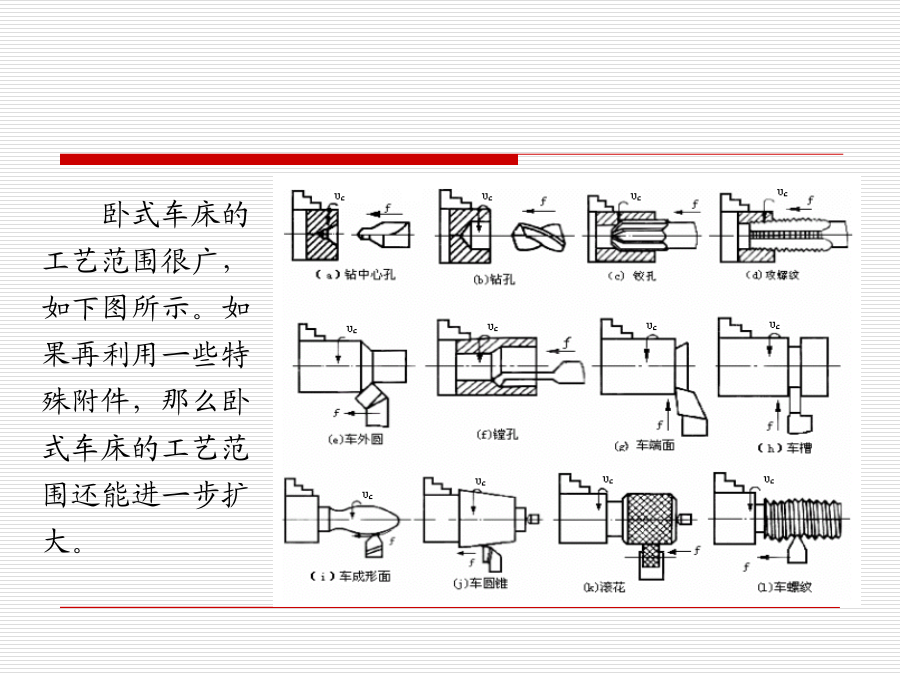
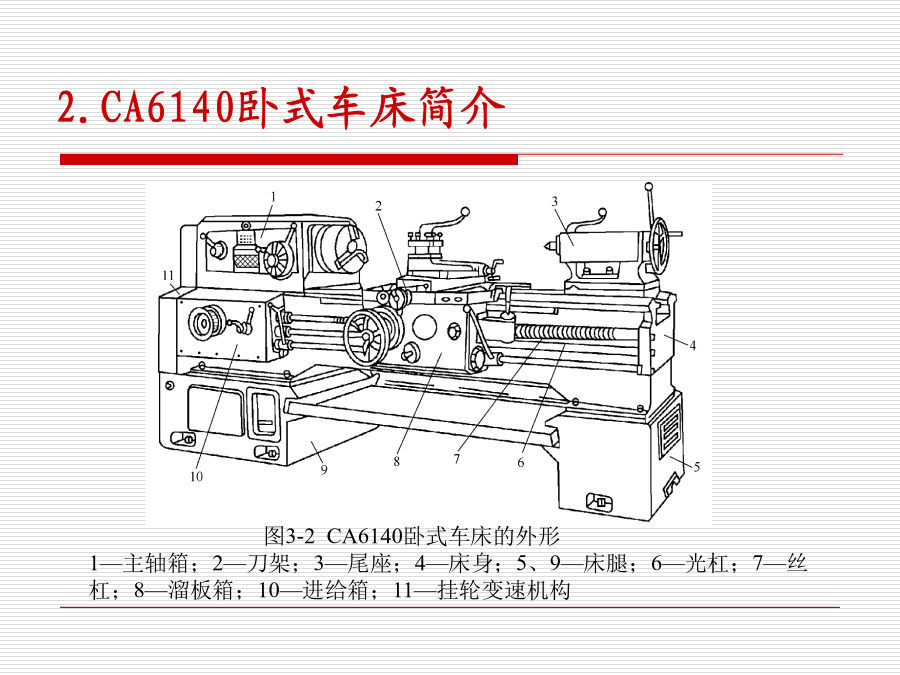
第三章3.1外圆表面的加工方法1.外圆表面的车削加工2.外圆表面的磨削加工3.外圆表面的精整、光整加工表3-1为外圆表面各种加工方案和经济加工精度3.2外圆表面车削加工表3-2车床的主要类型、工作方法和应用范围卧式车床的工艺范围很广如下图所示。如果再利用一些特殊附件那么卧式车床的工艺范围还能进一步扩大。2.CA6140卧式车床简介(3)CA6140卧式车床主要机构的调整图3-7前轴承间隙调整片式摩擦离合器间隙的调整制动器松紧的调整②溜板箱内主要机构的调整现象:加工时机动进给刀
第3章 金属切削加工方法与设备 _教案.pptx
第三章3.1外圆表面的加工方法1.外圆表面的车削加工2.外圆表面的磨削加工3.外圆表面的精整、光整加工表3-1为外圆表面各种加工方案和经济加工精度3.2外圆表面车削加工卧式车床的工艺范围很广,如下图所示。如果再利用一些特殊附件,那么卧式车床的工艺范围还能进一步扩大。2.CA6140卧式车床简介(3)CA6140卧式车床主要机构的调整图3-7前轴承间隙调整片式摩擦离合器间隙的调整制动器松紧的调整②溜板箱内主要机构的调整现象:加工时,机动进给,刀架不动。原因可能是安全离合器弹簧松了,只要调整螺母1、2即可。如
第3章-金属切削加工方法与设备--教案.pptx
第三章3.1外圆表面的加工方法1.外圆表面的车削加工2.外圆表面的磨削加工3.外圆表面的精整、光整加工表3-1为外圆表面各种加工方案和经济加工精度3.2外圆表面车削加工卧式车床的工艺范围很广,如下图所示。如果再利用一些特殊附件,那么卧式车床的工艺范围还能进一步扩大。2.CA6140卧式车床简介(3)CA6140卧式车床主要机构的调整图3-7前轴承间隙调整片式摩擦离合器间隙的调整制动器松紧的调整②溜板箱内主要机构的调整现象:加工时,机动进给,刀架不动。原因可能是安全离合器弹簧松了,只要调整螺母1、2即可。如
第3章 金属切削加工方法与设备 _教案.ppt
第三章3.1外圆表面的加工方法1.外圆表面的车削加工2.外圆表面的磨削加工3.外圆表面的精整、光整加工表3-1为外圆表面各种加工方案和经济加工精度3.2外圆表面车削加工表3-2车床的主要类型、工作方法和应用范围卧式车床的工艺范围很广,如下图所示。如果再利用一些特殊附件,那么卧式车床的工艺范围还能进一步扩大。2.CA6140卧式车床简介(3)CA6140卧式车床主要机构的调整图3-7前轴承间隙调整片式摩擦离合器间隙的调整制动器松紧的调整②溜板箱内主要机构的调整现象:加工时,机动进给,刀架不动。原因可能是安全
第3章 金属切削加工方法与设备 _教案.ppt
第三章3.1外圆表面的加工方法1.外圆表面的车削加工2.外圆表面的磨削加工3.外圆表面的精整、光整加工表3-1为外圆表面各种加工方案和经济加工精度3.2外圆表面车削加工表3-2车床的主要类型、工作方法和应用范围卧式车床的工艺范围很广,如下图所示。如果再利用一些特殊附件,那么卧式车床的工艺范围还能进一步扩大。2.CA6140卧式车床简介(3)CA6140卧式车床主要机构的调整图3-7前轴承间隙调整片式摩擦离合器间隙的调整制动器松紧的调整②溜板箱内主要机构的调整现象:加工时,机动进给,刀架不动。原因可能是安全