
汽车讲解钣金修复的常用工具及其使用教学.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车讲解钣金修复的常用工具及其使用教学.ppt
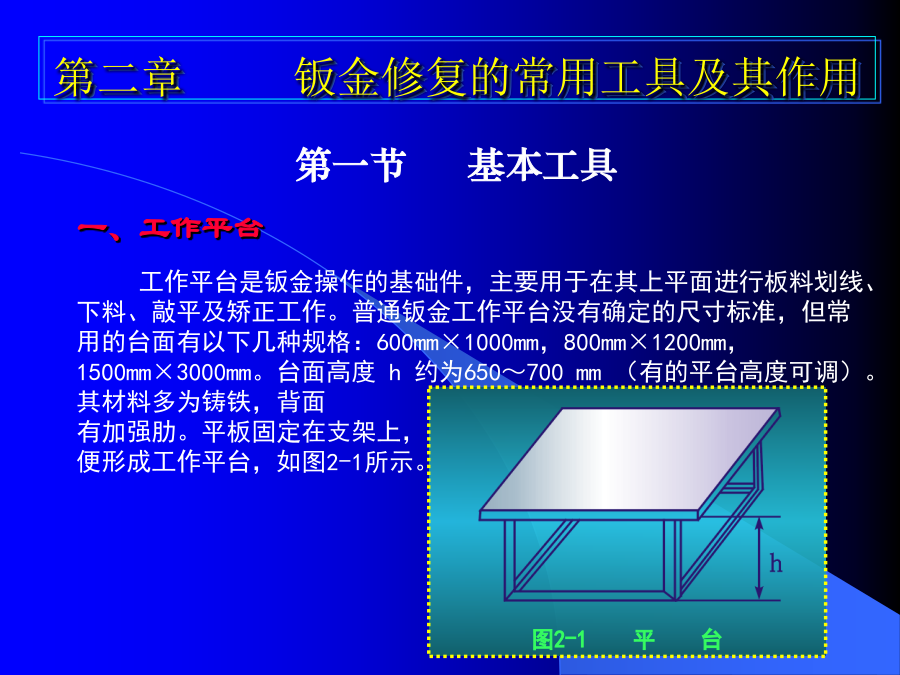
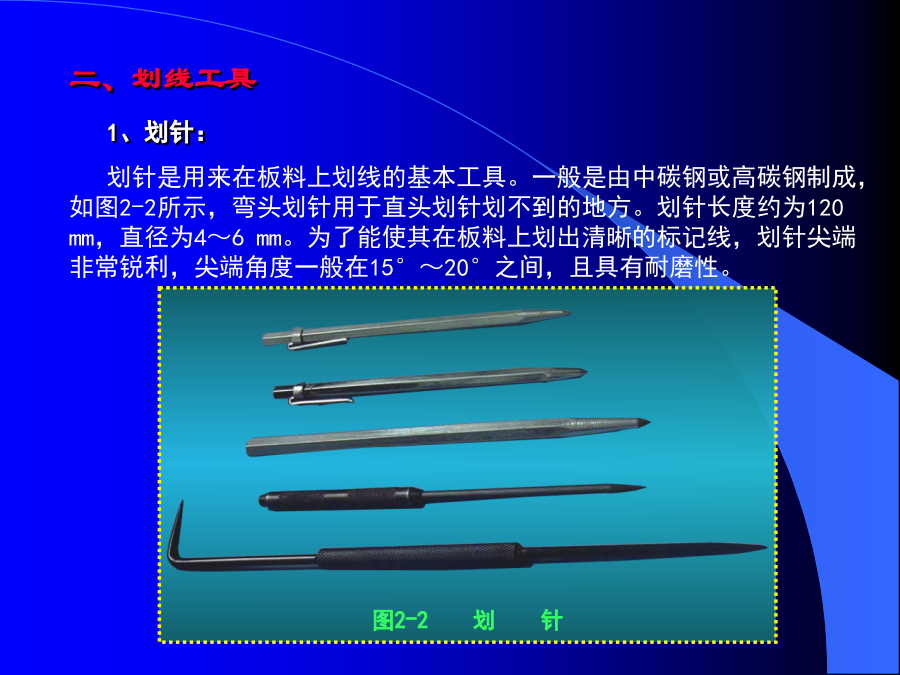
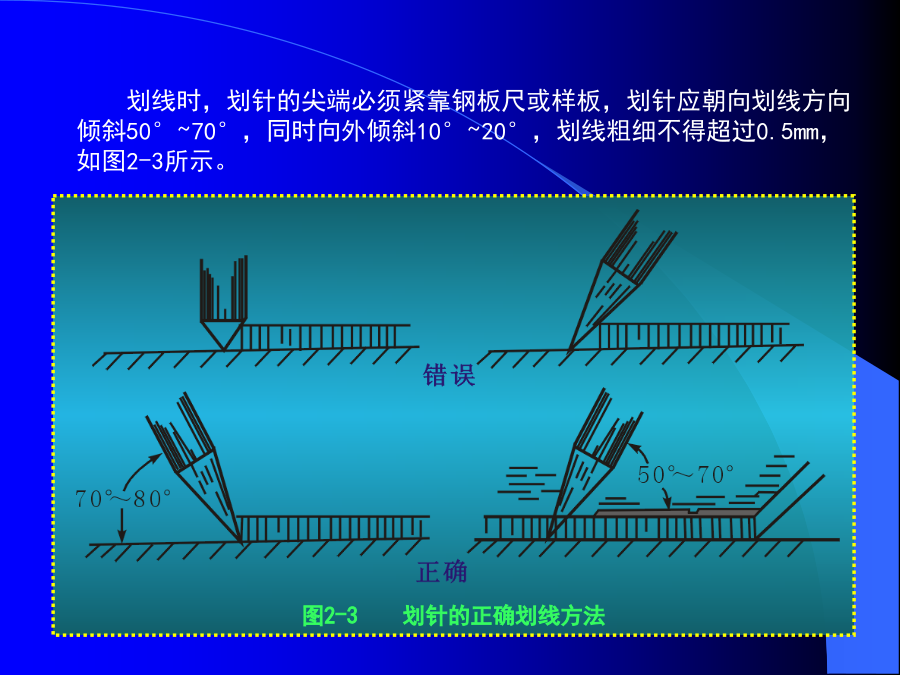
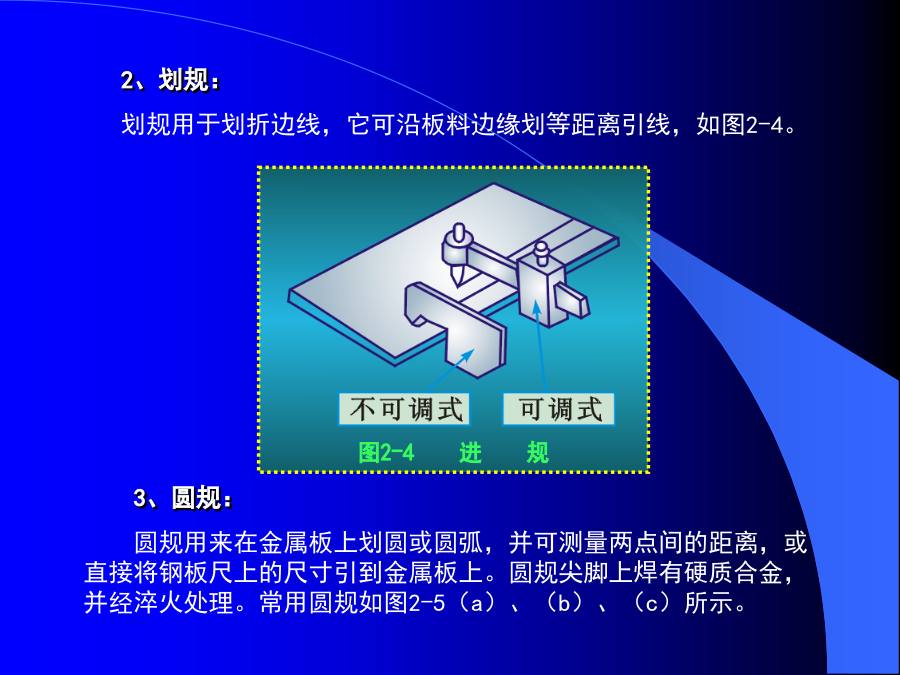
第二章钣金修复的常用工具及其作用二、划线工具1、划针:划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120mm,直径为4~6mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。2、划规:划规用于划折边线,它可沿板料边缘划等距离
汽车讲解第二章钣金修复的常用工具及其使用.ppt
第二章钣金修复的常用工具及其作用二、划线工具1、划针:划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120mm,直径为4~6mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。2、划规:划规用于划折边线,它可沿板料边缘划等距离
汽车讲解第二章钣金修复的常用工具及其使用.ppt
第二章钣金修复的常用工具及其作用二、划线工具1、划针:划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120mm,直径为4~6mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。2、划规:划规用于划折边线,它可沿板料边缘划等距离
钣金第二章钣金修复的常用工具及其使用.ppt
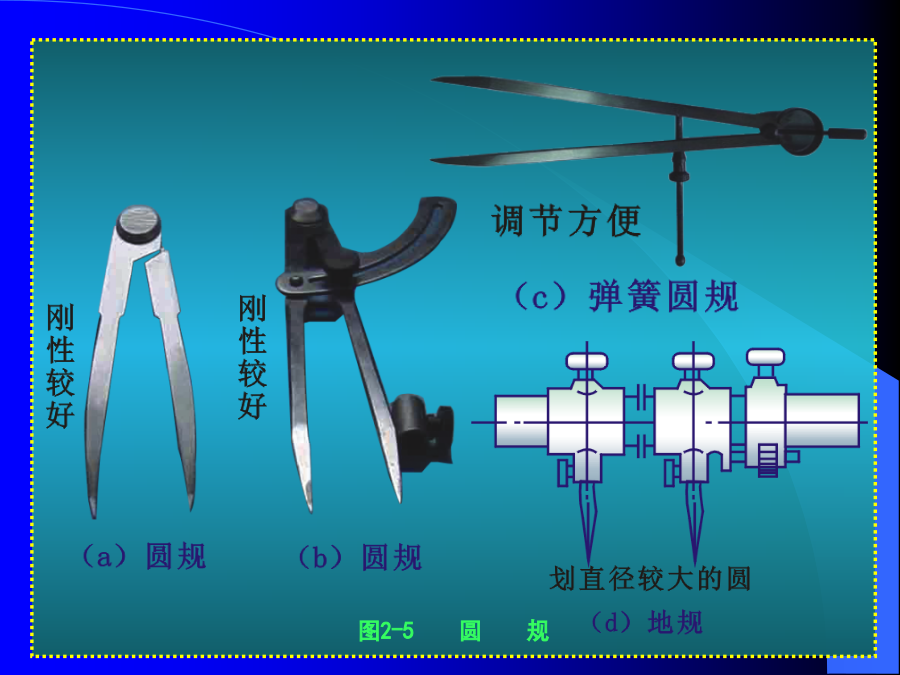
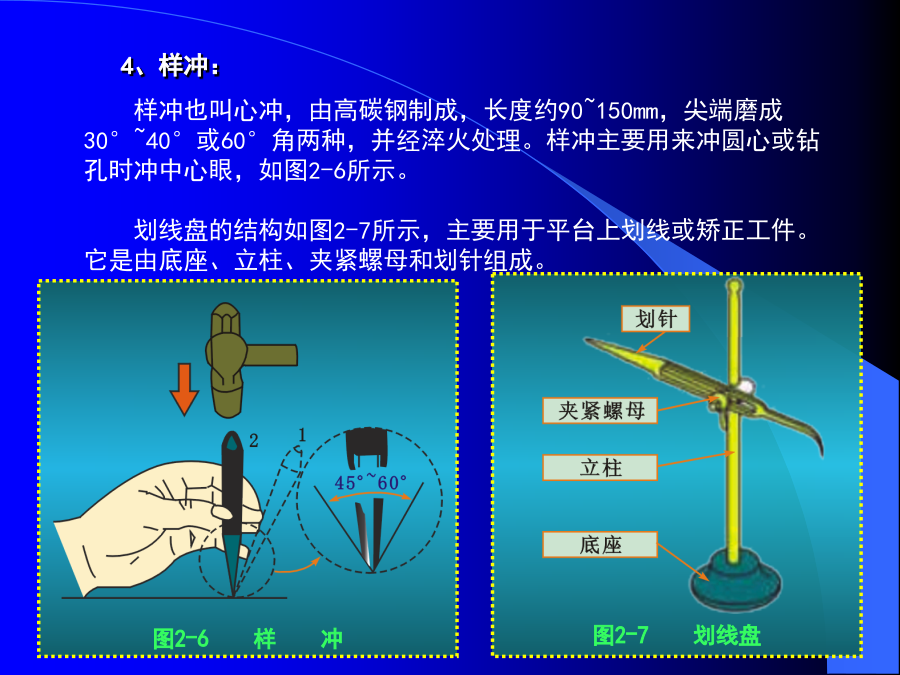
第二章钣金修复的常用工具及其作用二、划线工具1、划针:划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120mm,直径为4~6mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。图2-5圆规4、样冲:样冲也叫心冲,由高碳钢制成,

钣金修复的常用工具及其作用PPT.ppt
钣金修复的常用工具及其作用钣金修复的常用工具及其作用二、划线工具1、划针:划针是用来在板料上划线的基本工具。一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。划针长度约为120mm,直径为4~6mm。为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。2、划规:划规用于划折边线,它