
一种修边翻边侧冲孔复合模具.pdf

雨巷****碧易


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种修边翻边侧冲孔复合模具.pdf
本发明公开了一种修边翻边侧冲孔复合模具,包括:上模和下模,所述上模设置有修边上模、翻边上模和侧冲孔上模,所述下模设置有氮气弹簧、修边下模、翻边下模和侧冲孔下模,所述修边上模设置有优力胶、压料板和上模切边块,所述修边下模设置有下模切边块和气缸顶料机构,所述翻边上模设置有凹模、翻边块、脱料机构、脱料氮气缸、压料板氮气缸、上模压料板和翻孔冲头,所述翻边下模设置有凸模、定位规和下模压料板,所述侧冲孔上模设置有侧冲孔冲头、聚酯氰胺压料机构,斜楔和滚轮。通过上述方式,该复合模具能通过一套模具完成金属板材工件修边、翻边
一种多结构侧围修边冲孔模具.pdf
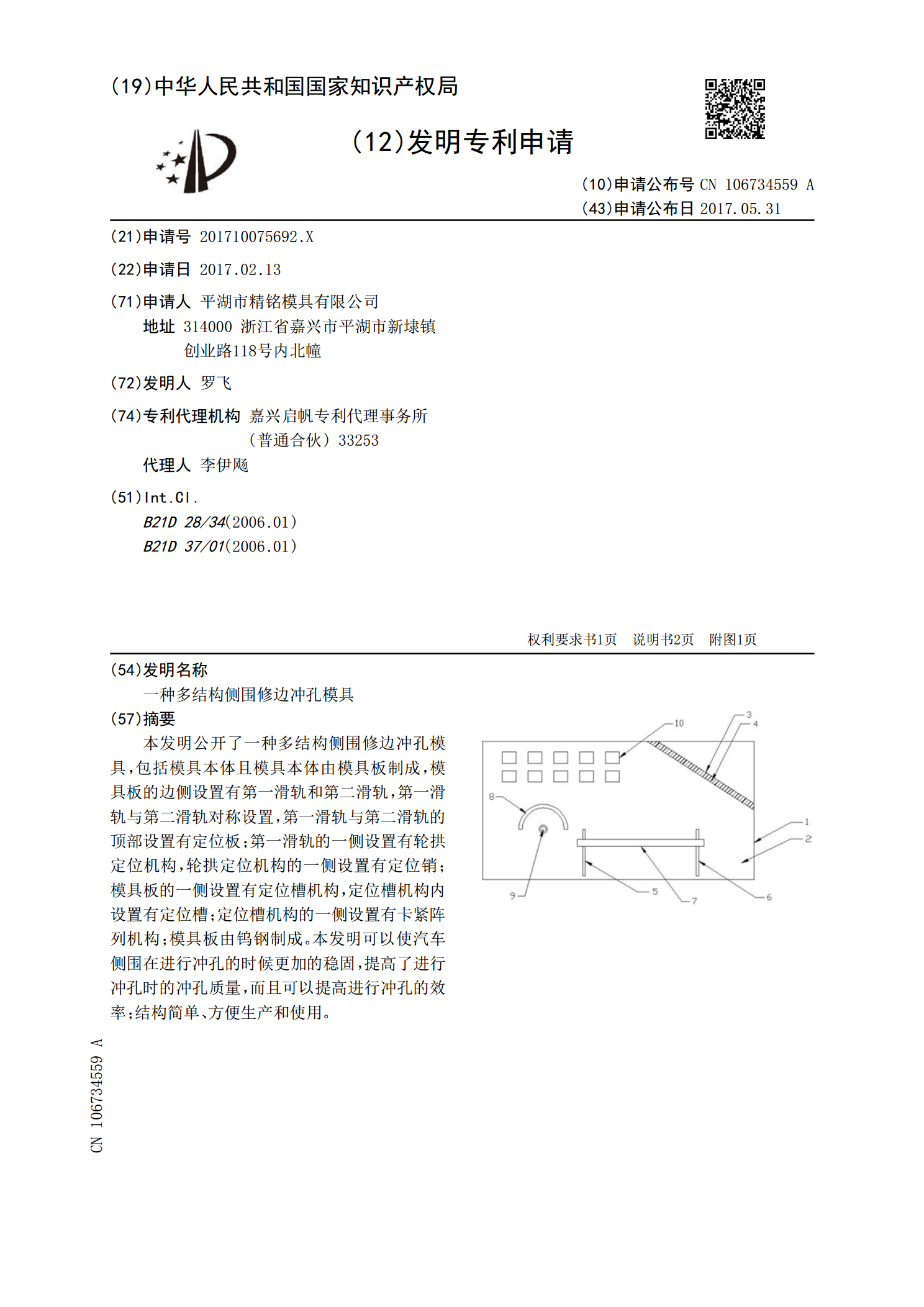
本发明公开了一种多结构侧围修边冲孔模具,包括模具本体且模具本体由模具板制成,模具板的边侧设置有第一滑轨和第二滑轨,第一滑轨与第二滑轨对称设置,第一滑轨与第二滑轨的顶部设置有定位板;第一滑轨的一侧设置有轮拱定位机构,轮拱定位机构的一侧设置有定位销;模具板的一侧设置有定位槽机构,定位槽机构内设置有定位槽;定位槽机构的一侧设置有卡紧阵列机构;模具板由钨钢制成。本发明可以使汽车侧围在进行冲孔的时候更加的稳固,提高了进行冲孔时的冲孔质量,而且可以提高进行冲孔的效率;结构简单、方便生产和使用。

冲孔落料翻边复合模具设计.docx
毕业设计(论文)题目:落料冲孔翻边复合模学生姓名系别班级学号指导教师二零一零年肆月二十三日目录前言………………………………………………………………4绪论……………………………………………………………5摘要………………………………………………………………1引言…………………………………………………….8二、落料冲孔翻边复合模模具工艺分析过程………..91、工艺分析………………………………………………...91.1制品毛坯尺寸计算…………………………………….92、确定工艺方案…………………………………………

侧修边侧冲孔模具知识讲座.pdf

侧修边侧冲孔模具知识讲座.ppt
侧修边侧冲孔模具知识讲座(CAMTR&CAMPI)目录一、模具名词二、非标机构实例三、标准机构实例四、标准吊冲机构分解图(AerialCamUnit)五、吊冲机构的分类及命名方式六、如何选择吊冲机构1、根据角度和安装面宽度选择机构,角度范围:SUCD0°~80°,其他一般都是0°~60°或0°~70°2、根据冲裁力与回程力选择机构,角度范围:SUCD0°~80°,其他一般都是0°~60°或0°~70°七、标准侧冲机构分解图(DieMountedCamUnit)八、侧冲机构的分类及命名方式九、非标机构装配图