
环保型数控切割打磨机.pdf

青团****青吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

环保型数控切割打磨机.pdf
一种环保型数控切割打磨机,属于金属和非金属的切割、打磨及其抛光技术领域。这种切割打磨机的机体上设有一个活动式工件台,在工件台下设置一个水箱,采用供水装置把水箱中的水供给冷却水管,横向移动装置上设有一个切割工作头的驱动装置和调整装置,切割工作头的驱动装置采用主驱动电机通过皮带传动机构驱动安装在切割工作头上的切削片旋转,切割工作头的调整装置采用摇臂驱动电机通过齿轮传动机构驱动摇臂的摆动调节切割工作头上切削片的位置。该切割打磨机结构简单,价格低廉,切割成本低,用于各种黑金属、有色金属及非金属的切割、打磨和抛光于
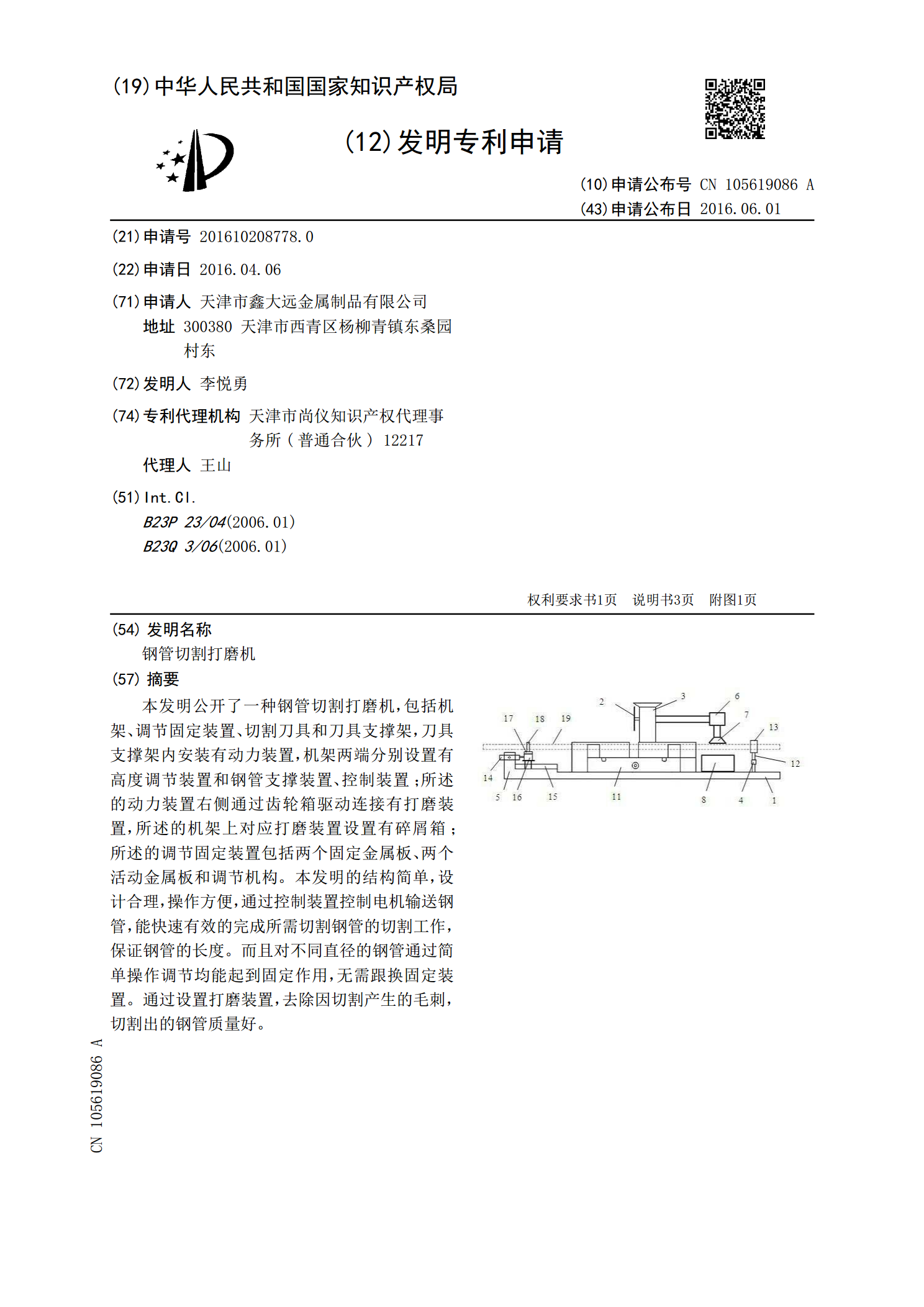
钢管切割打磨机.pdf
本发明公开了一种钢管切割打磨机,包括机架、调节固定装置、切割刀具和刀具支撑架,刀具支撑架内安装有动力装置,机架两端分别设置有高度调节装置和钢管支撑装置、控制装置;所述的动力装置右侧通过齿轮箱驱动连接有打磨装置,所述的机架上对应打磨装置设置有碎屑箱;所述的调节固定装置包括两个固定金属板、两个活动金属板和调节机构。本发明的结构简单,设计合理,操作方便,通过控制装置控制电机输送钢管,能快速有效的完成所需切割钢管的切割工作,保证钢管的长度。而且对不同直径的钢管通过简单操作调节均能起到固定作用,无需跟换固定装置。通

切割式打磨机.pdf
本发明涉及一种切割式打磨机(200),所述切割式打磨机具有用于连接配备有凸缘(90)的防尘罩(100、100’)的传动装置延伸壳体(210),其中,所述切割式打磨机(200)具有传感单元(20),借助于所述传感单元可以探测:哪种类型的防尘罩(100、100’)连接在所述切割式打磨机(200)上,其中,所述切割式打磨机(200)还具有转动方向控制电子系统(230),所述转动方向控制电子系统与所述传感单元(20)信号连接,使得根据由所述传感单元(20)探测的防尘罩类型来预设所述切割式打磨机(200)的切割轮(
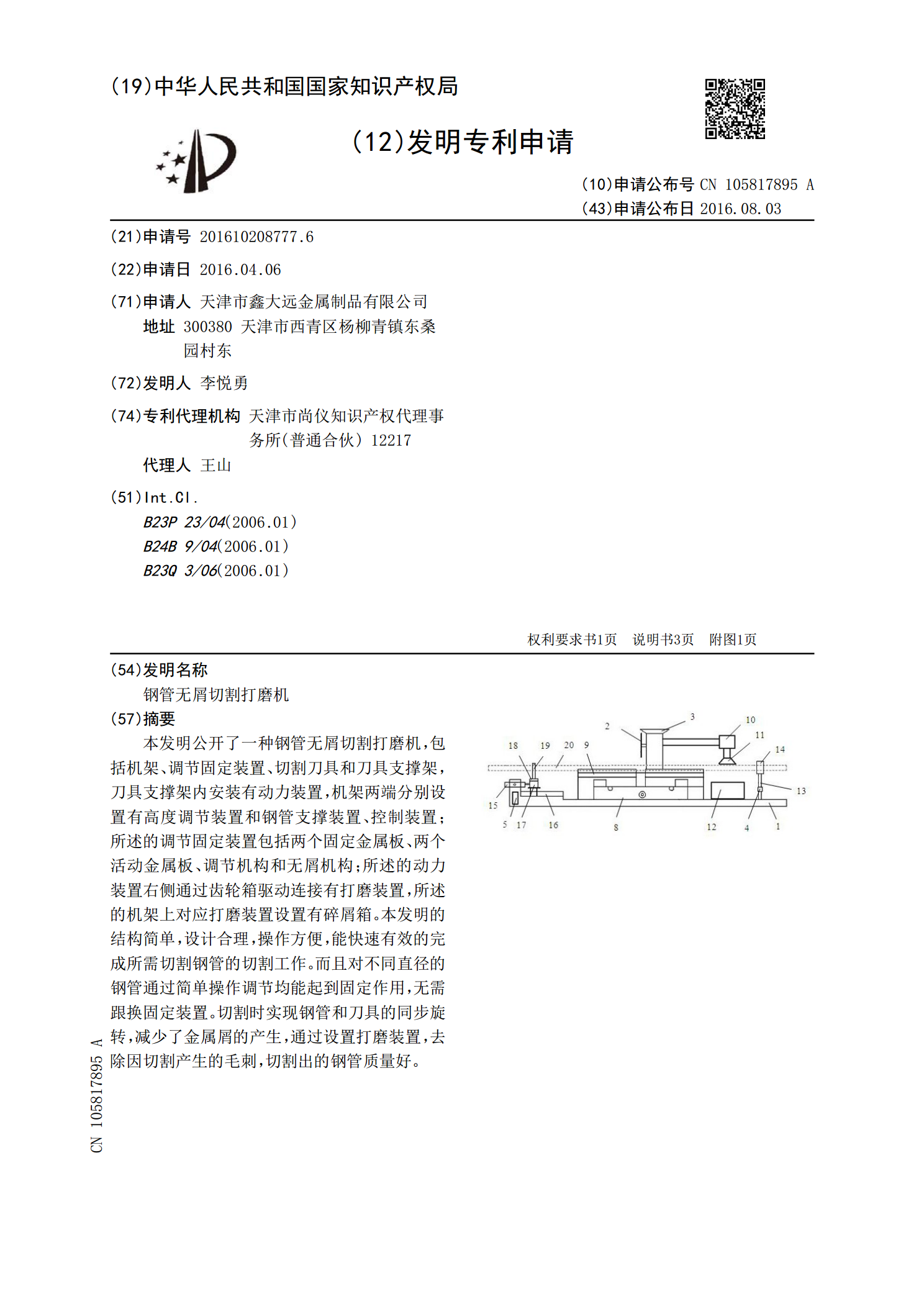
钢管无屑切割打磨机.pdf
本发明公开了一种钢管无屑切割打磨机,包括机架、调节固定装置、切割刀具和刀具支撑架,刀具支撑架内安装有动力装置,机架两端分别设置有高度调节装置和钢管支撑装置、控制装置;所述的调节固定装置包括两个固定金属板、两个活动金属板、调节机构和无屑机构;所述的动力装置右侧通过齿轮箱驱动连接有打磨装置,所述的机架上对应打磨装置设置有碎屑箱。本发明的结构简单,设计合理,操作方便,能快速有效的完成所需切割钢管的切割工作。而且对不同直径的钢管通过简单操作调节均能起到固定作用,无需跟换固定装置。切割时实现钢管和刀具的同步旋转,减
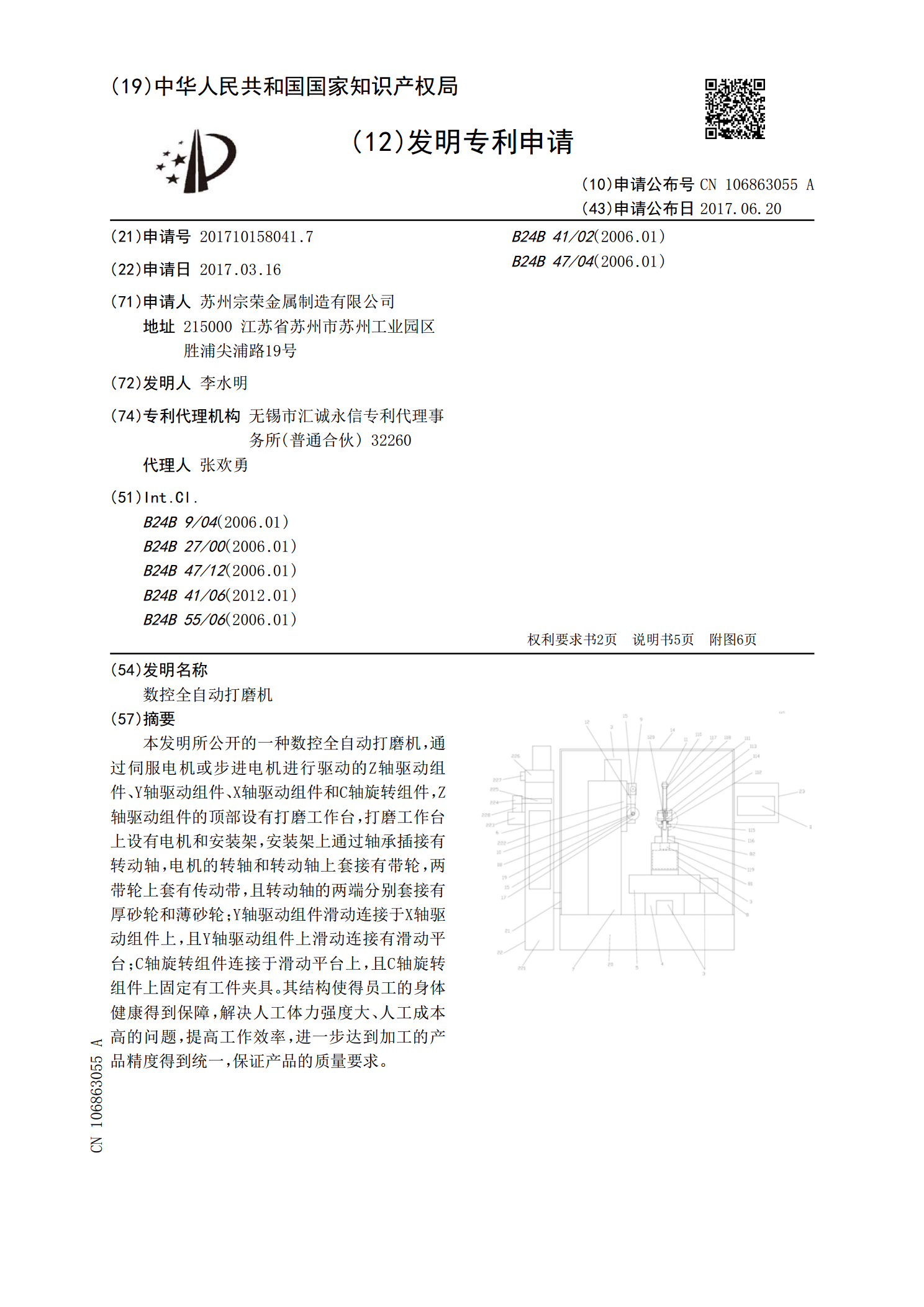
数控全自动打磨机.pdf
本发明所公开的一种数控全自动打磨机,通过伺服电机或步进电机进行驱动的Z轴驱动组件、Y轴驱动组件、X轴驱动组件和C轴旋转组件,Z轴驱动组件的顶部设有打磨工作台,打磨工作台上设有电机和安装架,安装架上通过轴承插接有转动轴,电机的转轴和转动轴上套接有带轮,两带轮上套有传动带,且转动轴的两端分别套接有厚砂轮和薄砂轮;Y轴驱动组件滑动连接于X轴驱动组件上,且Y轴驱动组件上滑动连接有滑动平台;C轴旋转组件连接于滑动平台上,且C轴旋转组件上固定有工件夹具。其结构使得员工的身体健康得到保障,解决人工体力强度大、人工成本高