
一种叶根铣刀的加工方法.pdf

邻家****66


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叶根铣刀的加工方法.pdf
一种叶根铣刀的加工方法,它涉及一种铣刀加工方法,以解决现有对汽轮机叶片叶根型线进行粗、精加工的刀具需要进口后再加工,汽轮机叶片的制造成本高、加工周期长的问题。方法:一、在车床上车削圆柱坯料的外圆、内孔、凹槽及两端面;二、在铣床上铣削铣刀齿:齿数Z=18、每个齿的前角γ为10°;三、插削加工键槽达图纸尺寸要求;四、粗铲齿背后圆柱坯料制成叶根铣刀坯;五、热处理:将叶根铣刀坯淬硬至HRC63~66;六、平磨叶根铣刀坯两端面至图纸尺寸要求,同时保证凸台的宽度L留磨量0.35mm;七、磨削叶根铣刀坯前刀面达图纸尺寸

新型铣刀在枞树型叶根加工中的应用.docx
新型铣刀在枞树型叶根加工中的应用新型铣刀在枞树型叶根加工中的应用摘要随着农业机械化的不断发展,新型铣刀在农业种植、加工等领域得到了广泛应用。本文以枞树型叶根加工为例,探讨了新型铣刀在这一领域的应用。首先介绍了枞树型叶根的特点,然后详细阐述了新型铣刀的工作原理和结构特点。接着,分析了新型铣刀在枞树型叶根加工中的优势和不足之处,并提出了相应的优化建议。最后,总结了新型铣刀在枞树型叶根加工中的应用前景,展望了未来的发展方向。关键词:新型铣刀;枞树型叶根;加工;优化一、引言枞树型叶根是一种重要的药材,在中药制药过

枞树型叶根轮槽加工的复合铣刀.pdf
一种机械制造技术领域的枞树型叶根轮槽加工的复合铣刀,包括:柄部和切削部,其中:柄部末端固定切削部,切削部上设有螺旋槽和切削刃,其中:螺旋槽螺旋设于切削刃上,螺旋角大于5°且小于10°。通过切削刃优化设计,实现原工艺V型粗铣刀、加深铣刀和半精铣刀三刀合一,完成1000MW超临界汽轮机粗加工和半精加工,减少工装与换刀时间,切削速度与进给量得到提高,进而提高生产效率,降低生产成本。

一种用于汽轮机叶片枞树形叶根加工的铣刀及其设计方法.pdf
本发明提供了一种用于汽轮机叶片枞树形叶根加工的铣刀及其设计方法,其能解决现有采用整体式成型铣刀对大型汽轮机叶片枞树形叶根齿形进行粗铣加工存在的刀齿具使用寿命短、对机床的损伤大、切削效率低以及工件粗铣加工后表面质量下降等诸多问题。其包括前榫齿铣刀和后榫齿铣刀,前榫齿铣刀外周设有前榫齿,后榫齿铣刀外周设有后榫齿,前榫齿的齿形、后榫齿的齿形为按汽轮机叶片枞树形叶根的理论齿形在第二齿齿顶处确定分体边界并由此分体边界分别向轴向、切向延伸分割后形成的前榫齿理论齿形、后榫齿理论齿形。
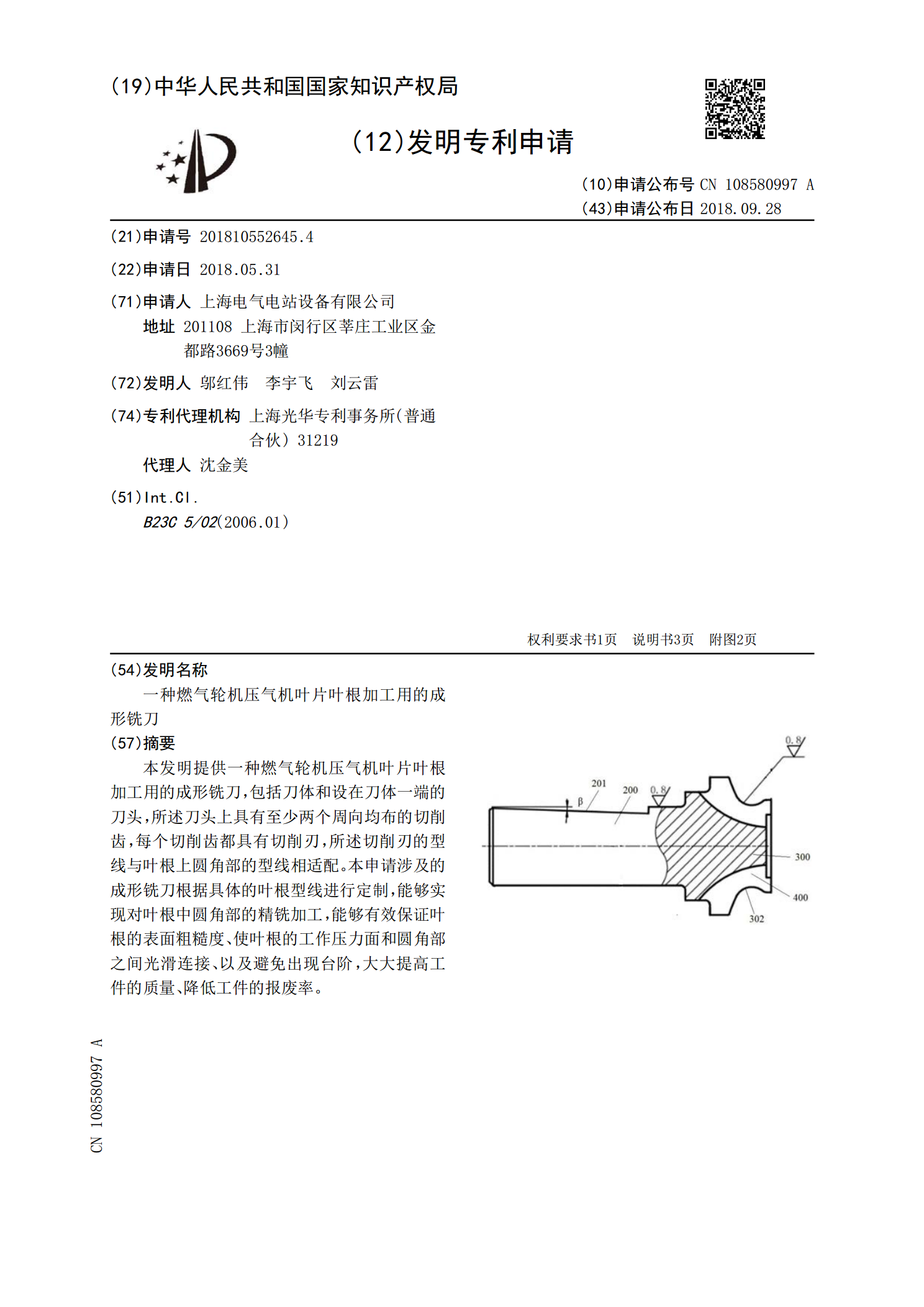
一种燃气轮机压气机叶片叶根加工用的成形铣刀.pdf
本发明提供一种燃气轮机压气机叶片叶根加工用的成形铣刀,包括刀体和设在刀体一端的刀头,所述刀头上具有至少两个周向均布的切削齿,每个切削齿都具有切削刃,所述切削刃的型线与叶根上圆角部的型线相适配。本申请涉及的成形铣刀根据具体的叶根型线进行定制,能够实现对叶根中圆角部的精铣加工,能够有效保证叶根的表面粗糙度、使叶根的工作压力面和圆角部之间光滑连接、以及避免出现台阶,大大提高工件的质量、降低工件的报废率。