
铸钢丸离心雾化的生产方法.pdf

阳炎****找我


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸钢丸离心雾化的生产方法.pdf
本发明公开了一种铸钢丸离心雾化的生产方法,其特征是,包括离心雾化的方法,将离心雾化轮放在水平离心铸造机的离心盘上固定,开动离心机后浇注,钢液浇注到离心雾化轮的中心浇注孔内,随着离心机的高速旋转,钢液呈直线落入水中,落入水中后形成钢丸。本发明的离心雾化的生产方法,钢液滞空时间长,冷却慢,颗粒均匀,正圆度好,成型过程容易控制。采用离心雾化法生产钢丸可以取得较好的产品质量和经济效益。
铸钢丸生产用离心机.pdf
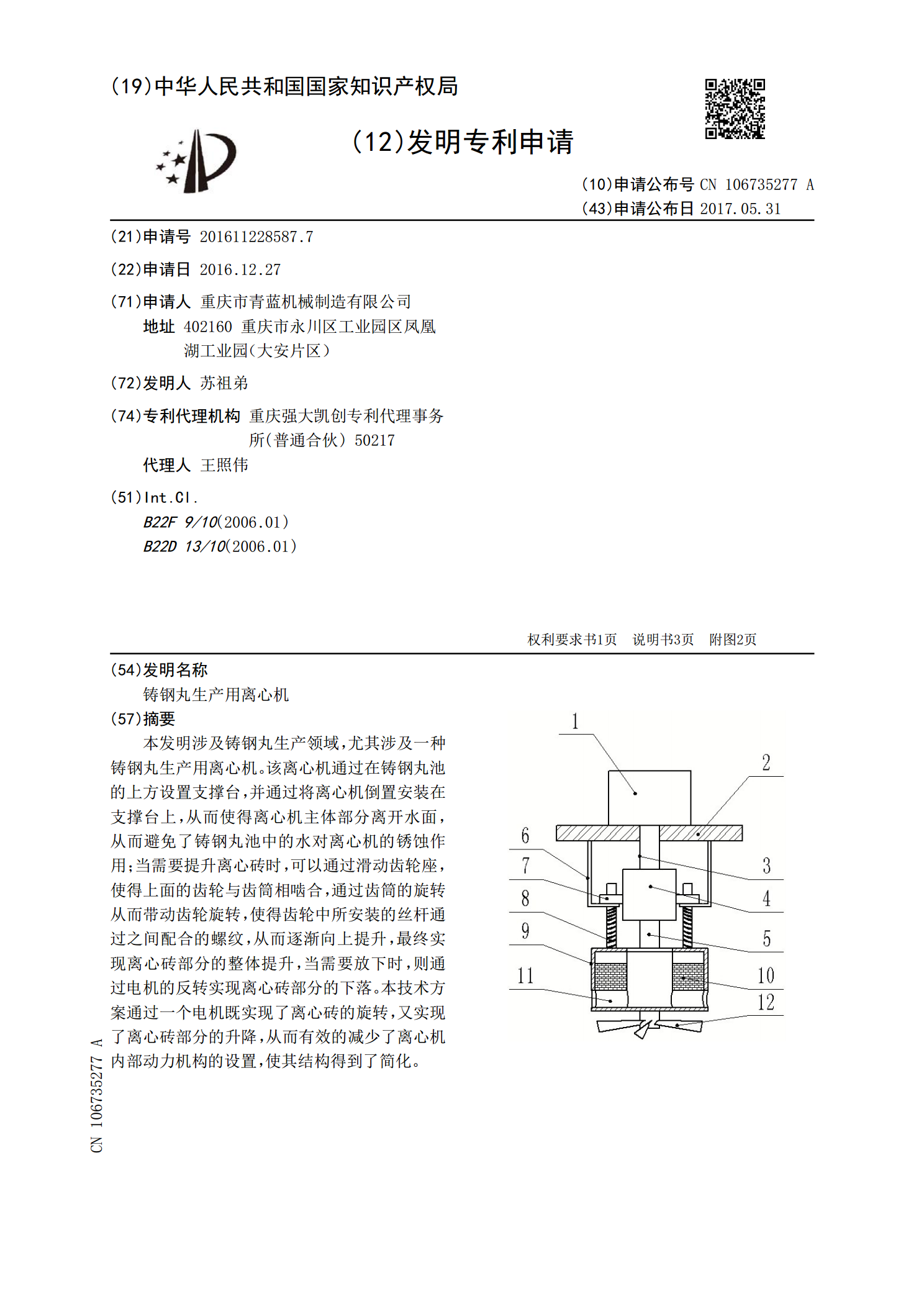
本发明涉及铸钢丸生产领域,尤其涉及一种铸钢丸生产用离心机。该离心机通过在铸钢丸池的上方设置支撑台,并通过将离心机倒置安装在支撑台上,从而使得离心机主体部分离开水面,从而避免了铸钢丸池中的水对离心机的锈蚀作用;当需要提升离心砖时,可以通过滑动齿轮座,使得上面的齿轮与齿筒相啮合,通过齿筒的旋转从而带动齿轮旋转,使得齿轮中所安装的丝杆通过之间配合的螺纹,从而逐渐向上提升,最终实现离心砖部分的整体提升,当需要放下时,则通过电机的反转实现离心砖部分的下落。本技术方案通过一个电机既实现了离心砖的旋转,又实现了离心砖部

离心法制备铸钢丸欧文寿命及影响因素研究开题报告.docx
离心法制备铸钢丸欧文寿命及影响因素研究开题报告题目:离心法制备铸钢丸欧文寿命及影响因素研究一、研究背景和意义铸钢丸是一种具有广泛应用的金属磨料,广泛用于冶金、机械制造、航空航天等领域。在实际应用中,铸钢丸的性能和品质直接影响着使用效果和使用寿命。因此,探究铸钢丸的制备工艺和性能、影响因素,对于提高铸钢丸的使用效果和寿命具有重要意义。离心法制备铸钢丸是一种新兴的制备工艺,其以其高效、节能、环保等优点在制备铸钢丸领域逐渐得到广泛应用。因此,对离心法制备铸钢丸欧文寿命及影响因素进行研究,具有重要的实际应用价值和

离心法制备铸钢丸欧文寿命及影响因素研究综述报告.docx
离心法制备铸钢丸欧文寿命及影响因素研究综述报告铸钢丸是一种常用的磨料介质,广泛用于金属表面处理、钢铁、矿山等行业,它的性能和寿命对于实际应用越来越重要。离心法制备的铸钢丸因其质量均匀、硬度高、抗压强度高等优点而备受青睐。本文旨在对离心法制备的铸钢丸欧文寿命及其影响因素进行综述。1.铸钢丸欧文寿命欧文寿命是指铸钢丸运用磨料多次磨削后损耗至原先直径的一半需要的磨削轮数量,被统一用于磨料界的性能评价。同时,欧文寿命的长短与铸钢丸材质和制备工艺等因素有关。研究表明,离心法制备的铸钢丸欧文寿命与铸造温度、成分和晶粒
喷丸防护夹具、喷丸处理方法及离心叶轮.pdf
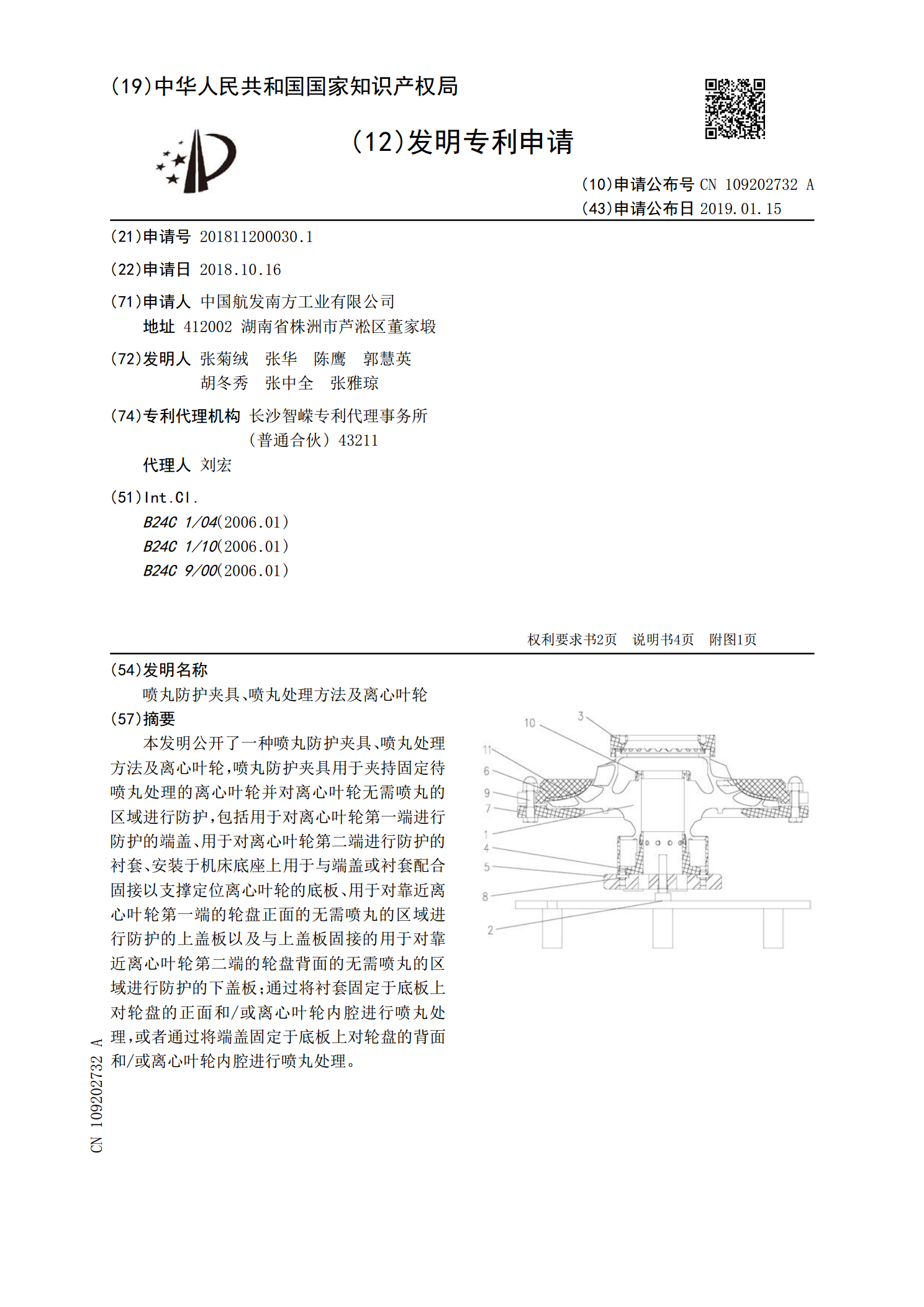
本发明公开了一种喷丸防护夹具、喷丸处理方法及离心叶轮,喷丸防护夹具用于夹持固定待喷丸处理的离心叶轮并对离心叶轮无需喷丸的区域进行防护,包括用于对离心叶轮第一端进行防护的端盖、用于对离心叶轮第二端进行防护的衬套、安装于机床底座上用于与端盖或衬套配合固接以支撑定位离心叶轮的底板、用于对靠近离心叶轮第一端的轮盘正面的无需喷丸的区域进行防护的上盖板以及与上盖板固接的用于对靠近离心叶轮第二端的轮盘背面的无需喷丸的区域进行防护的下盖板;通过将衬套固定于底板上对轮盘的正面和/或离心叶轮内腔进行喷丸处理,或者通过将端盖固