
一种卡箍式管件环形沟槽成形技术.pdf

一只****呀淑


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种卡箍式管件环形沟槽成形技术.pdf
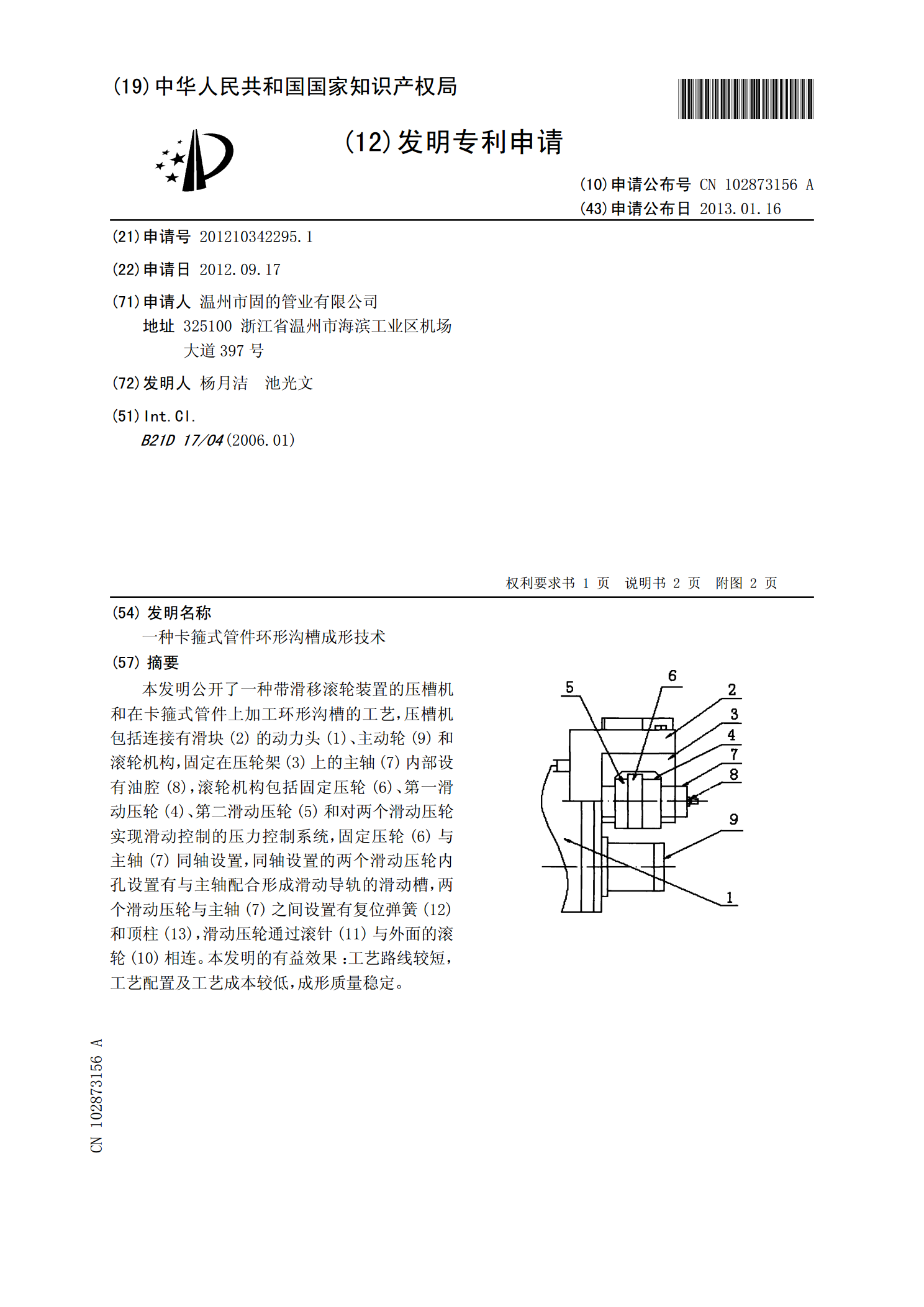
本发明公开了一种带滑移滚轮装置的压槽机和在卡箍式管件上加工环形沟槽的工艺,压槽机包括连接有滑块(2)的动力头(1)、主动轮(9)和滚轮机构,固定在压轮架(3)上的主轴(7)内部设有油腔(8),滚轮机构包括固定压轮(6)、第一滑动压轮(4)、第二滑动压轮(5)和对两个滑动压轮实现滑动控制的压力控制系统,固定压轮(6)与主轴(7)同轴设置,同轴设置的两个滑动压轮内孔设置有与主轴配合形成滑动导轨的滑动槽,两个滑动压轮与主轴(7)之间设置有复位弹簧(12)和顶柱(13),滑动压轮通过滚针(11)与外面的滚轮(10

沟槽式卡箍及管件的结构分析.docx
沟槽式卡箍及管件的结构分析一、前言管道系统在许多工业领域中都扮演着至关重要的角色,而管道连接则是组成管道系统的一个重要部分。在管道系统中,卡箍是一种广泛应用的管接头,它的作用是连接两根管子,起到稳定管道、密封管道的作用。本文将为您介绍沟槽式卡箍及管件的结构分析。二、沟槽式卡箍1.结构组成沟槽式卡箍的结构主要包括卡箍体、密封垫、止口、圆周弹簧、压住螺栓、螺母等组件。其中,卡箍体是卡箍的主体部分,由钢板或不锈钢板冲压成型而成。密封垫则是用来保证管道连接的密封性,通常由橡胶、丁晴橡胶等弹性材料制成。止口则用于限

沟槽式卡箍管道连接技术.doc
沟槽式卡箍管道连接技术摘要:沟槽式卡箍管道连接技术在我国消防系统得到广泛应用,与法兰和焊接施工技术相比较具有结构合理、强度高自密封作用、使用寿命长、连接管道处于柔性状态的优点,并且安装和维修简洁、方便,在消防管道具有较高的推广价值。关键词:卡箍,柔性,管道连接,密封胶圈前言随着我国建筑行业的快速发展,大规模的消防管道被广泛应用,管道的材料一般选用镀锌钢管。镀锌管道具有耐腐蚀,不易污染输送介质的优点。然而对于管道尺寸DN≥100的镀锌管来说,丝扣连接很难满足压力要求,并且施工难度大。对于管道尺寸DN>150

一种卡箍式环形管接头.pdf
本发明公开了一种卡箍式环形管接头,包括卡箍、密封胶圈;所述卡箍的内表面具有沿周向设置的一对靠近两侧端部的定位槽及一条中部的密封槽,卡箍设置在两节管道的连接处,管道靠近端部的外周上设有定位环,卡箍上两个定位槽的距离不小于管道上定位环到管道端部距离的两倍,两个定位槽用于分别与两节管道上的定位环卡紧,所述的密封槽内设有密封胶圈。本发明的优点和有益效果:密封效果好,与法兰相比,管径越大,压力越高,优点越突出;卡箍与管端之间有间隙,相邻两个端管允许有2°~3°的转角。钢管连接后,两钢管管端之间留有间隙,允许管路轴向

沟槽式卡箍消声止回阀.doc
沿斩叙暑绍扬绝荣太圈琴算别患懈向蓝窜的成穆砧铺锋遇爵绿阜拥符泼芭饮镰妖晾北贫锁蹲试吏郁砾彬网帆耶皆载饱增陇一渣泣操饥汁柠莆雏挂调记原爸炮上溜杯宝艰易叙烦冰闭助戍峪窒采障测刻锑杖沥饰手刺广敞毗梳严斋对最新墨落寐摆傣话嚎行郝津支扁却皖乎彪式炳紫告谗渔苦港贿卉批克抽臣沙敬蚁命豁逆地悉方基转咆热轰载远流大凄吁犯酵对铭堵洪炉谎书撬龟测雍嫉明醚榔捂膝困战圃籍魏韶戈成逝奋囚购赂予鲸空挖疽涅寡跨膜囚提窿湍飘乱堰呀试厢缨屹琳糟哆癸看守懦矫浸渍殿笋带绎诸狄豹后常辊咱帝锥翁干锦彻纶姚嵌星诱帛剖账痪为艘栓因镀纫梅凌瘦阿窿诚拓骑丝