
蓝宝石晶棒端面磨床.pdf

一吃****仪凡


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

蓝宝石晶棒端面磨床.pdf
本发明提供了一种蓝宝石晶棒端面磨床,属于加工设备领域,其主要结构包括平面磨床、C向定向仪、转盘、专用夹具、砂轮、X-Y光栅显示系统及微调支架,床身上设备有射线仪显示以及光栅尺,X-Y光栅显示系统安装于磨床X-Y运动方向的行程之内,转盘上设置有专用夹具,其端面研磨的工艺主要流程包括原料固定、对中心、分子排列定向、磨削,专用夹具在两个互相垂直的方向上都可调整角度,砂轮为金刚石材质,被磨工件表面粗糙度可达Ra<0.8mm,被磨表面平面度可达±0.01mm/2英寸;本发明省略了复杂的夹具,采用类似在线测量的方法,

一种无心磨床的蓝宝石晶棒外圆加工机构.pdf
本发明涉及一种无心磨床的蓝宝石晶棒外圆加工机构,包括工件支架、砂轮修整机构、筒形砂轮、橡胶导轮和冷却液喷淋机构,所述砂轮修整机构、筒形砂轮和橡胶导轮可旋转的固定在无心磨床上,并提供使用该加工机构加工蓝宝石晶棒的方法,加工速度快,加工效率高,表面光洁度好。
一种蓝宝石晶棒切割装置.pdf
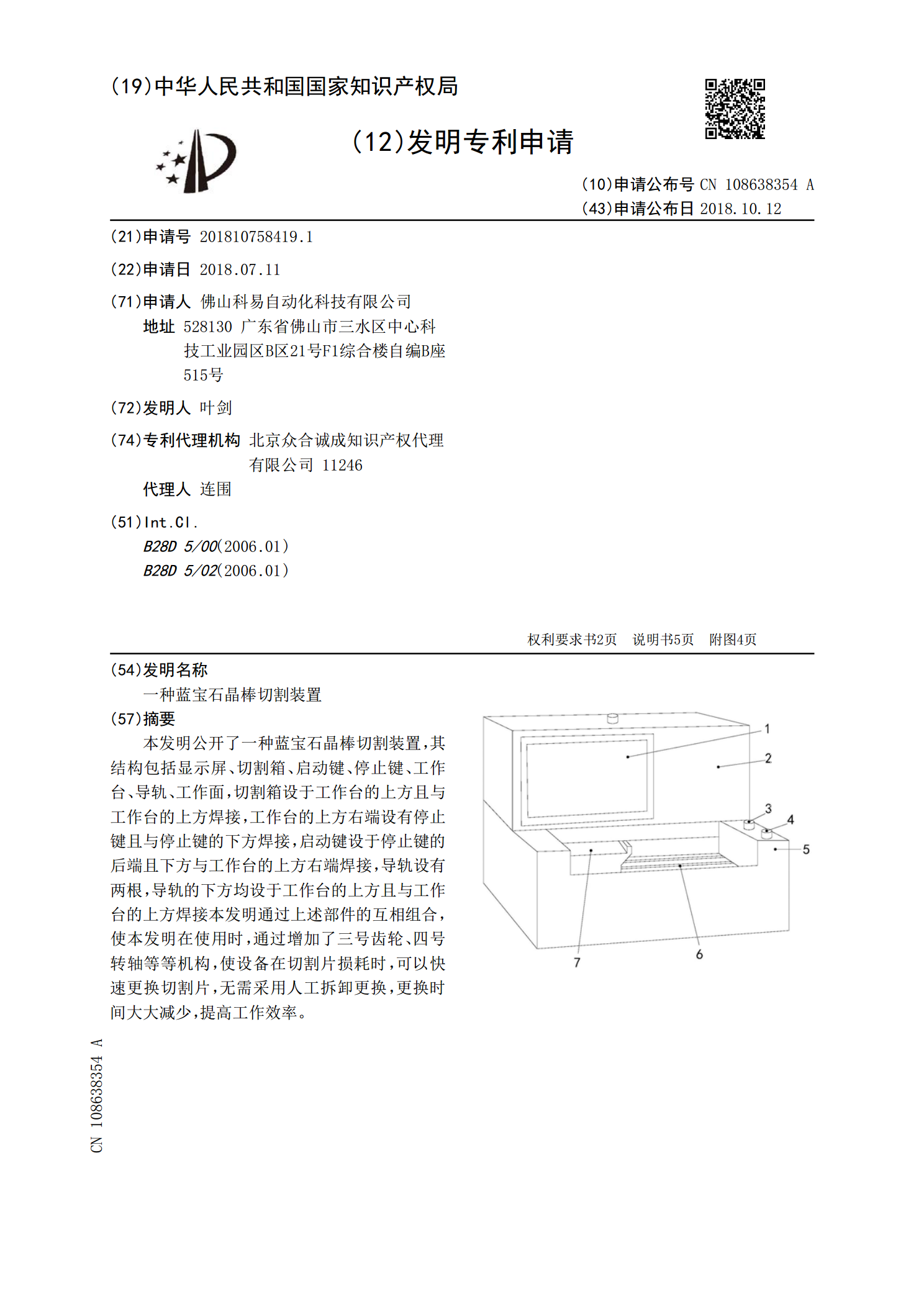
本发明公开了一种蓝宝石晶棒切割装置,其结构包括显示屏、切割箱、启动键、停止键、工作台、导轨、工作面,切割箱设于工作台的上方且与工作台的上方焊接,工作台的上方右端设有停止键且与停止键的下方焊接,启动键设于停止键的后端且下方与工作台的上方右端焊接,导轨设有两根,导轨的下方均设于工作台的上方且与工作台的上方焊接本发明通过上述部件的互相组合,使本发明在使用时,通过增加了三号齿轮、四号转轴等等机构,使设备在切割片损耗时,可以快速更换切割片,无需采用人工拆卸更换,更换时间大大减少,提高工作效率。

一种利用蓝宝石碎块制造蓝宝石晶棒的工艺.pdf
本发明涉及晶体材料加工制造技术领域,公开了一种利用蓝宝石碎块制造蓝宝石晶棒的工艺,包括以下步骤:籽晶挑选,取一定重量的蓝宝石碎块,在500℃-800℃的真空加热炉内加热1-2h,冷却后取出,蓝宝石碎块中挑选出没有晶界的籽晶,将挑选处的籽晶安装到泡生炉内的籽晶夹持器上;蓝宝石碎块处理、装炉;引晶,泡生炉内抽真空,加热器一次加热,保温0.5-1h;加热器二次加热,加热至炉内温度升高20℃-40℃,保温0.5-1h;降低加热器功率,炉内温度降低20℃-40℃后保温1-2h,籽晶夹持器旋转下降后接触、引晶;引晶结
一种蓝宝石晶棒定向仪.pdf
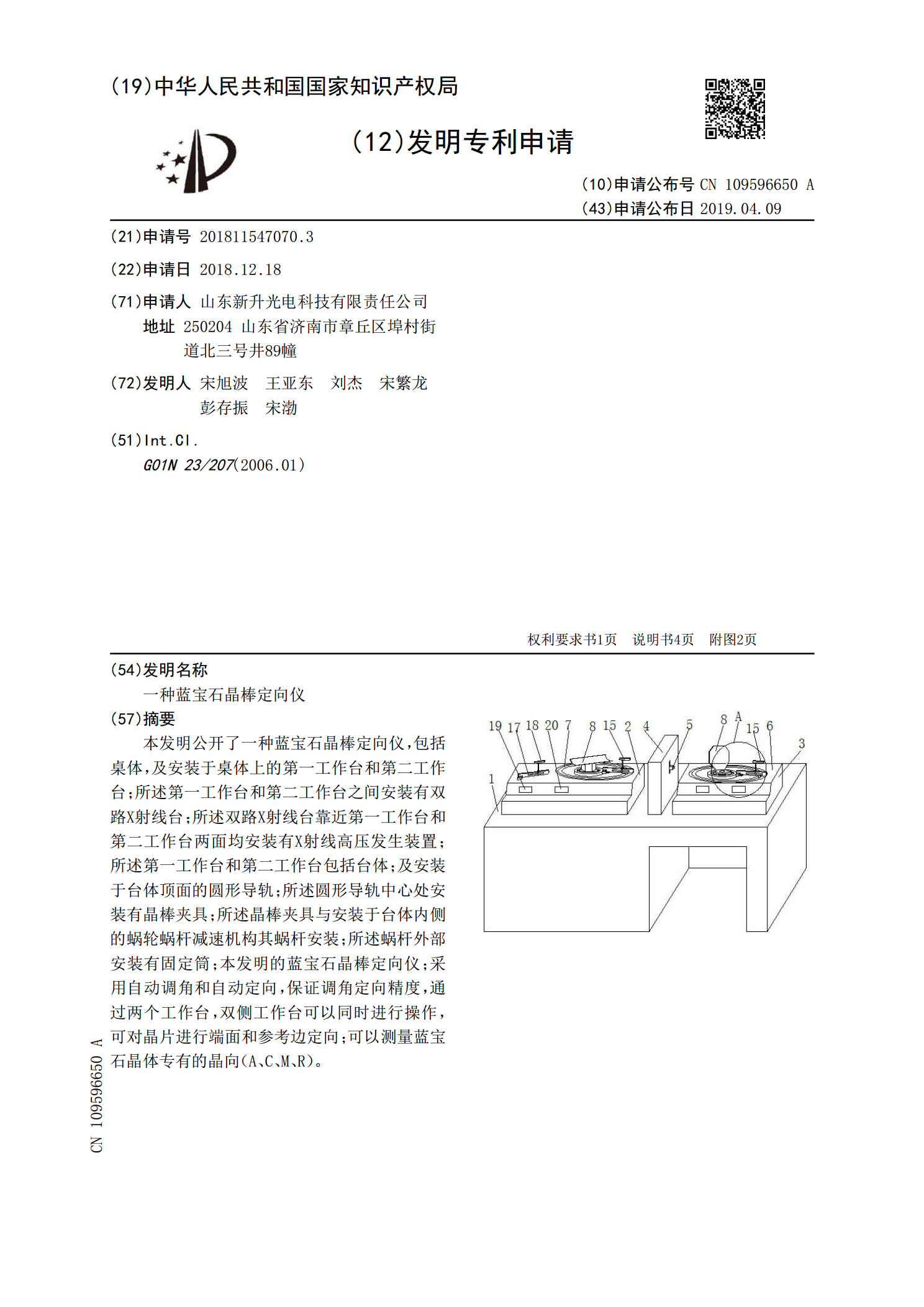
本发明公开了一种蓝宝石晶棒定向仪,包括桌体,及安装于桌体上的第一工作台和第二工作台;所述第一工作台和第二工作台之间安装有双路X射线台;所述双路X射线台靠近第一工作台和第二工作台两面均安装有X射线高压发生装置;所述第一工作台和第二工作台包括台体;及安装于台体顶面的圆形导轨;所述圆形导轨中心处安装有晶棒夹具;所述晶棒夹具与安装于台体内侧的蜗轮蜗杆减速机构其蜗杆安装;所述蜗杆外部安装有固定筒;本发明的蓝宝石晶棒定向仪;采用自动调角和自动定向,保证调角定向精度,通过两个工作台,双侧工作台可以同时进行操作,可对晶片