
一种间歇式高速进料装置.pdf

白凡****12


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种间歇式高速进料装置.pdf
本发明公开了一种间歇式高速进料装置,属于产品高速生产线物流领域。本发明的装置适用于其它类似上料方式。在冲床冲压节拍很高的情况下,产品进料装置采用与冲床滑块联动的方式来实现产品进料时刻与工作设备运动时刻的严格匹配。本发明的装置通过间歇式齿轮传动机构驱动凸轮传动机构,再由凸轮传动机构驱动连杆增程传动机构,最后由连接连杆增程传动机构带动产品盛放架及导向副来实现高速进料。本发明可以实现在工作设备高速运行多次内进料一次,进料在工作设备运行一次的时间内完成。本发明的间歇式高速进料装置安全、可靠。
用于印刷的间歇式进料装置.pdf
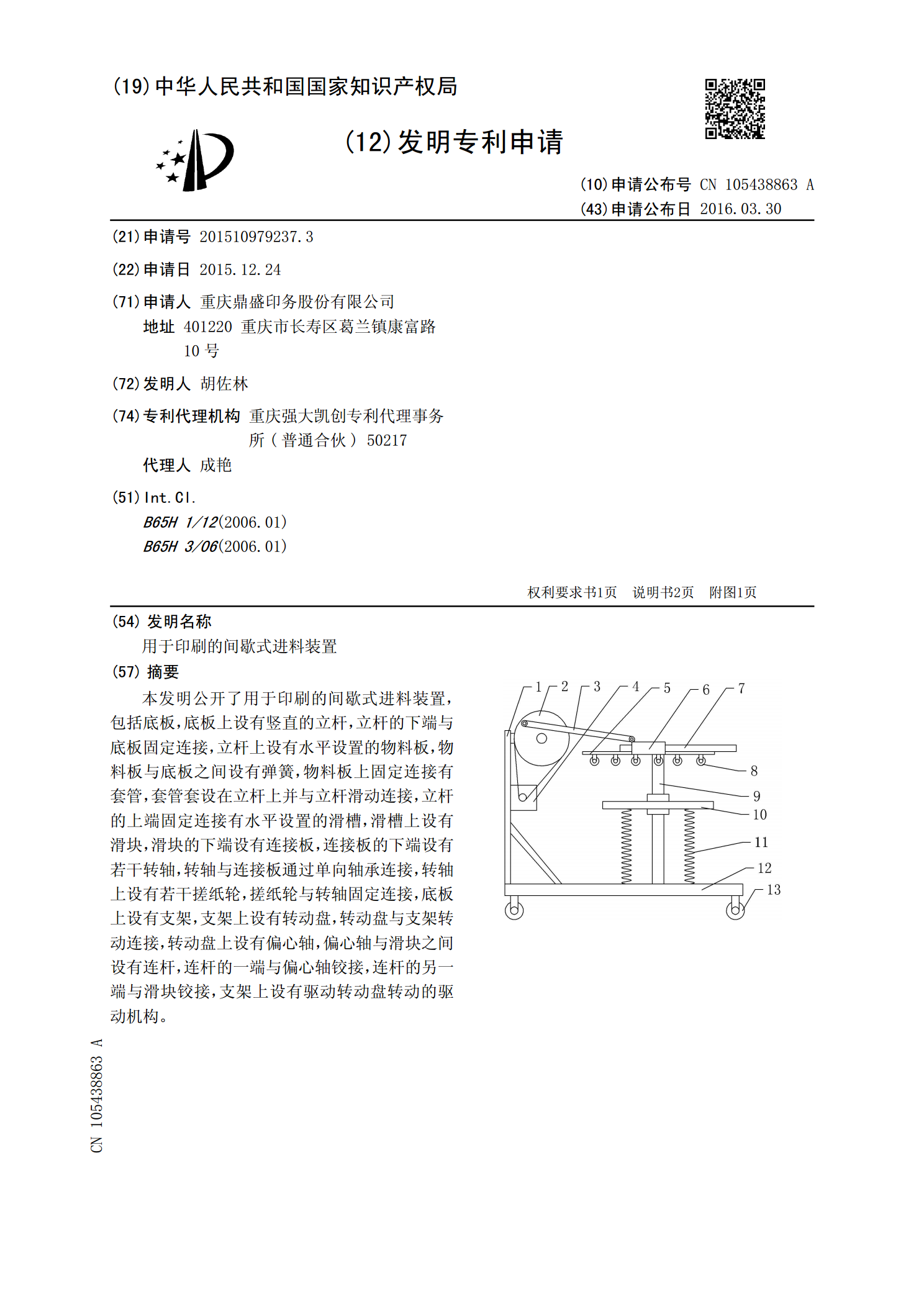
本发明公开了用于印刷的间歇式进料装置,包括底板,底板上设有竖直的立杆,立杆的下端与底板固定连接,立杆上设有水平设置的物料板,物料板与底板之间设有弹簧,物料板上固定连接有套管,套管套设在立杆上并与立杆滑动连接,立杆的上端固定连接有水平设置的滑槽,滑槽上设有滑块,滑块的下端设有连接板,连接板的下端设有若干转轴,转轴与连接板通过单向轴承连接,转轴上设有若干搓纸轮,搓纸轮与转轴固定连接,底板上设有支架,支架上设有转动盘,转动盘与支架转动连接,转动盘上设有偏心轴,偏心轴与滑块之间设有连杆,连杆的一端与偏心轴铰接,连
一种破碎机的间歇式进料装置.pdf
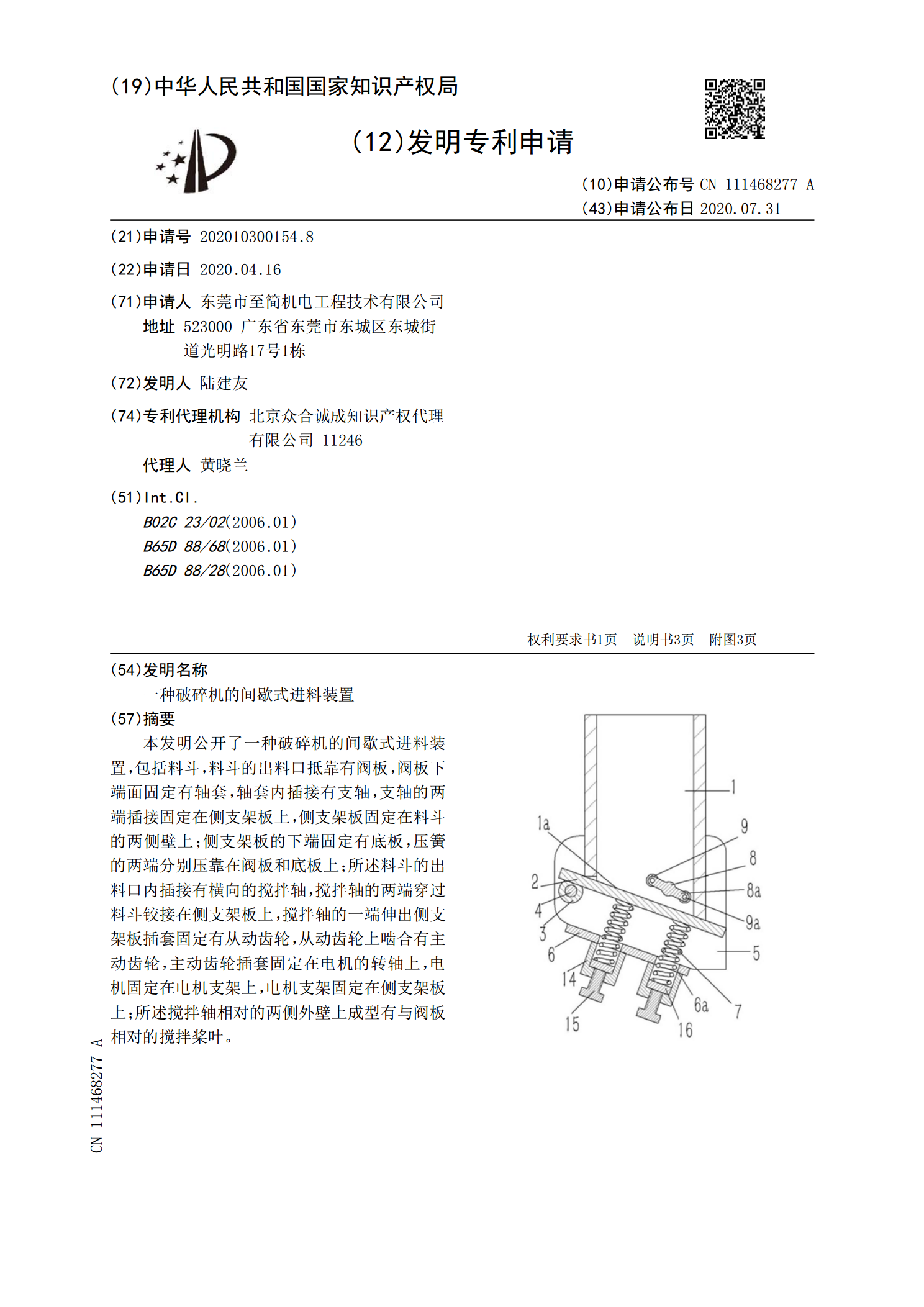
本发明公开了一种破碎机的间歇式进料装置,包括料斗,料斗的出料口抵靠有阀板,阀板下端面固定有轴套,轴套内插接有支轴,支轴的两端插接固定在侧支架板上,侧支架板固定在料斗的两侧壁上;侧支架板的下端固定有底板,压簧的两端分别压靠在阀板和底板上;所述料斗的出料口内插接有横向的搅拌轴,搅拌轴的两端穿过料斗铰接在侧支架板上,搅拌轴的一端伸出侧支架板插套固定有从动齿轮,从动齿轮上啮合有主动齿轮,主动齿轮插套固定在电机的转轴上,电机固定在电机支架上,电机支架固定在侧支架板上;所述搅拌轴相对的两侧外壁上成型有与阀板相对的搅拌

一种药材加工用间歇进料式研磨装置.pdf
本发明公开了一种药材加工用间歇进料式研磨装置,包括机架、研磨网筒和研磨盘,所述研磨网筒顶部安装有间歇进料单元,研磨盘共两块且对称安装于研磨网筒内,研磨盘另一侧同心固定安装有安装轴,安装轴另一端穿设有花键轴,研磨网筒与连接板之间安装有第二电机,第二电机的输出轴上安装有凸轮,凸轮通过连接杆与连接板连接,连接杆由内螺纹套筒以及螺纹连接于内螺纹套筒两端的外螺纹杆构成,设有间歇进料单元、研磨盘、安装轴、花键轴、第一电机、第二电机、凸轮、连接板和连接杆,能够药材进行分料充分研磨,避免药材过多降低研磨效率,导致研磨不充
一种凸轮传动型间歇进料式饲料粉碎装置.pdf
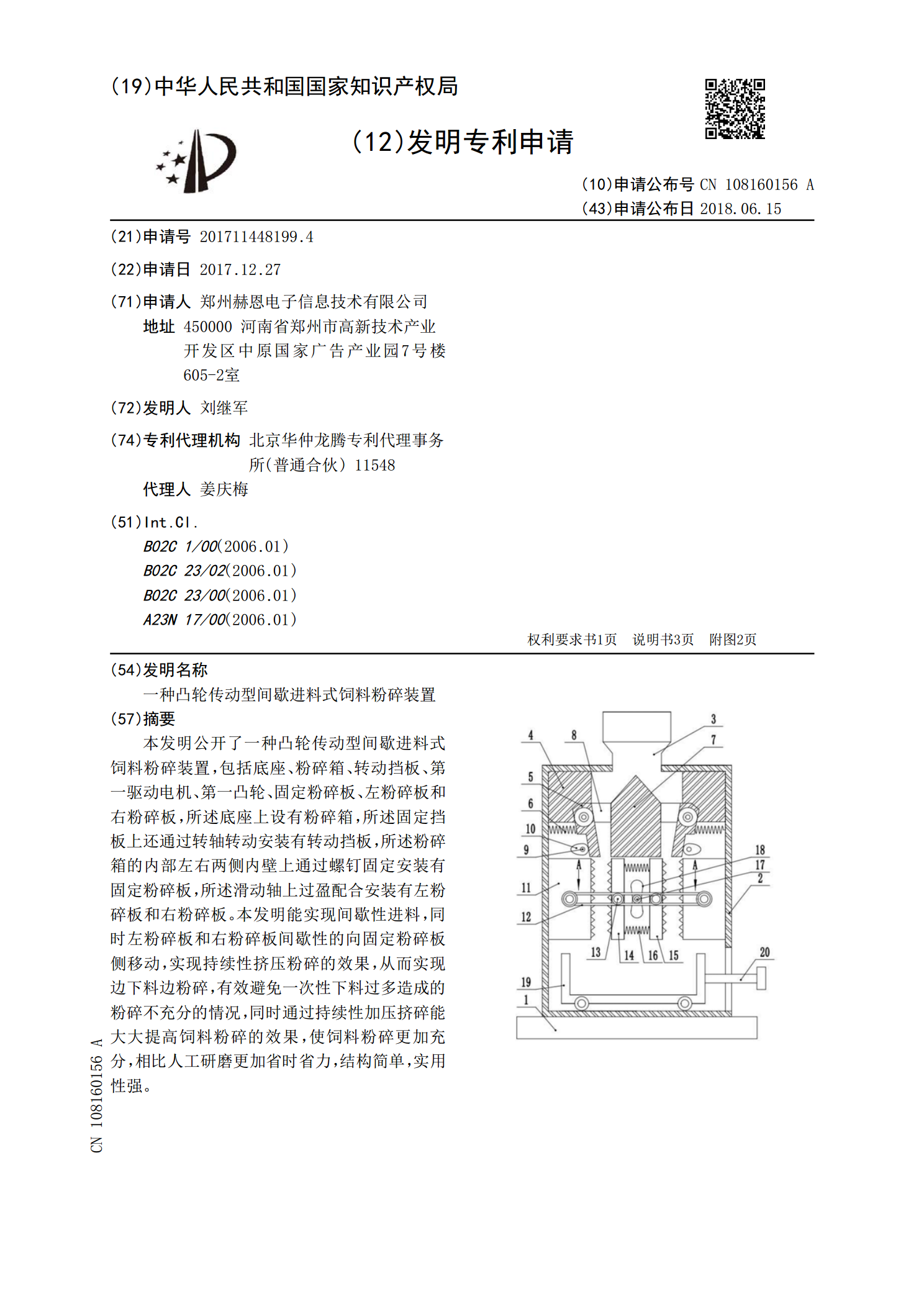
本发明公开了一种凸轮传动型间歇进料式饲料粉碎装置,包括底座、粉碎箱、转动挡板、第一驱动电机、第一凸轮、固定粉碎板、左粉碎板和右粉碎板,所述底座上设有粉碎箱,所述固定挡板上还通过转轴转动安装有转动挡板,所述粉碎箱的内部左右两侧内壁上通过螺钉固定安装有固定粉碎板,所述滑动轴上过盈配合安装有左粉碎板和右粉碎板。本发明能实现间歇性进料,同时左粉碎板和右粉碎板间歇性的向固定粉碎板侧移动,实现持续性挤压粉碎的效果,从而实现边下料边粉碎,有效避免一次性下料过多造成的粉碎不充分的情况,同时通过持续性加压挤碎能大大提高饲料