
M50NiL材料低压真空渗碳方法.pdf

一条****淑淑


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

M50NiL材料低压真空渗碳方法.pdf
本发明涉及一种M50NiL材料低压真空渗碳方法,通过对渗碳工艺及参数的设置,实现了对第二代齿轮钢M50NiL材料渗碳,使渗碳后的表面硬度达到HRC61~65,心部硬度达到HRC40~48,残余奥氏体小于10%,表面显微组织及心部的显微组织符合航标5492的相应要求。

航空轴承钢M50NiL真空低压渗碳热处理工艺研究.docx
航空轴承钢M50NiL真空低压渗碳热处理工艺研究航空轴承钢M50NiL真空低压渗碳热处理工艺研究摘要:随着航空工业的不断发展,对航空轴承钢的性能要求越来越高。本文以航空轴承钢M50NiL为研究对象,通过真空低压渗碳热处理工艺来改善其性能。采用溶液处理、低压渗碳和回火工艺,对M50NiL钢进行了热处理,并通过金相显微镜、硬度测试和耐磨性测试等手段对不同工艺条件下的样品进行了性能评价。研究结果表明,真空低压渗碳热处理工艺能够显著提高M50NiL钢的硬度和耐磨性能,为航空工业提供了一种有效的工艺改善方法。关键词
改善真空低压渗碳均匀性的方法.pdf
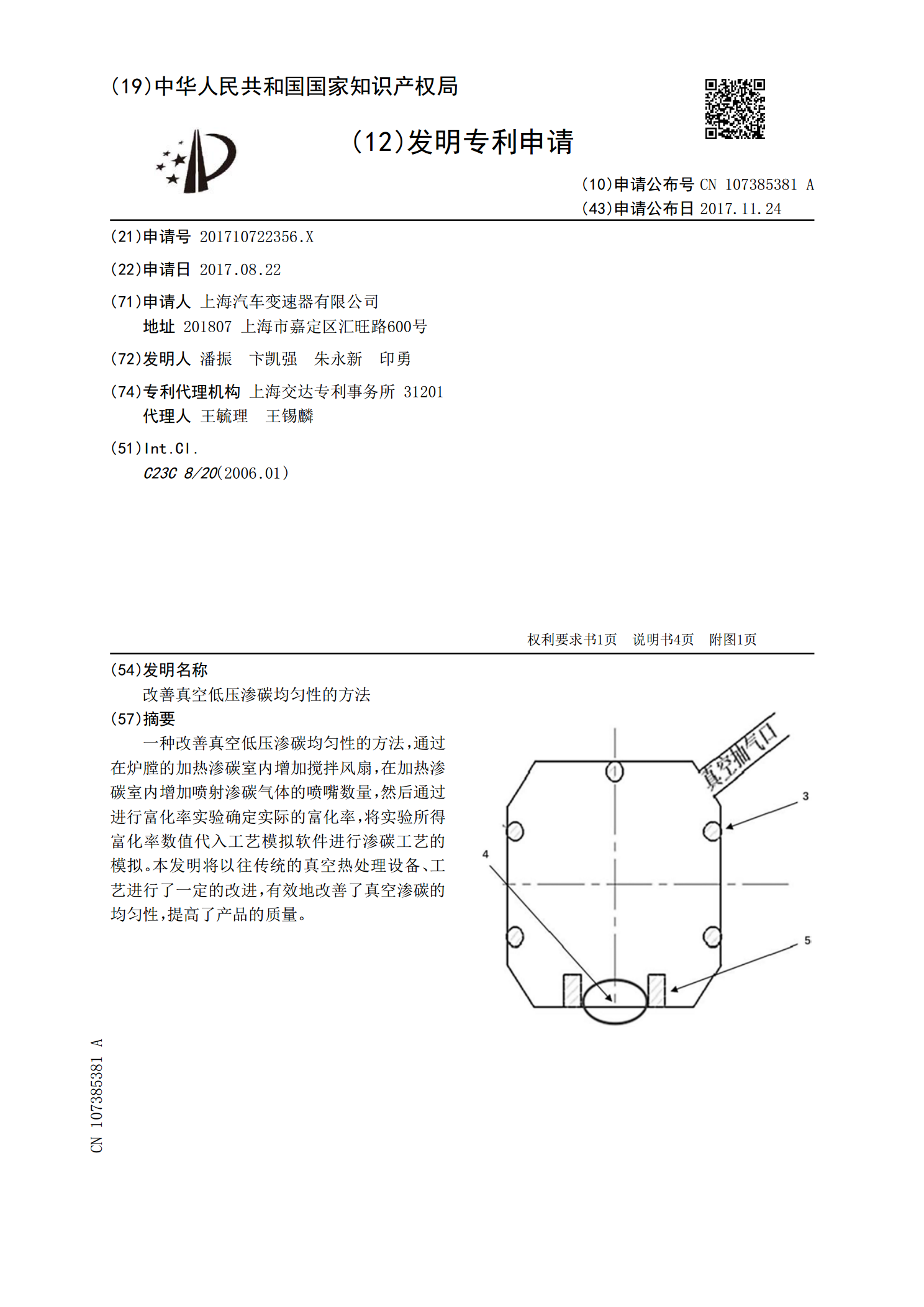
一种改善真空低压渗碳均匀性的方法,通过在炉膛的加热渗碳室内增加搅拌风扇,在加热渗碳室内增加喷射渗碳气体的喷嘴数量,然后通过进行富化率实验确定实际的富化率,将实验所得富化率数值代入工艺模拟软件进行渗碳工艺的模拟。本发明将以往传统的真空热处理设备、工艺进行了一定的改进,有效地改善了真空渗碳的均匀性,提高了产品的质量。

低压真空渗碳的应用与展望.docx
低压真空渗碳的应用与展望低压真空渗碳技术是一种常用的表面处理技术,具有很高的应用价值和广泛的应用前景。本文将从技术原理、应用范围和发展前景等方面进行探讨。一、技术原理低压真空渗碳技术是在真空环境下,在低压力条件下使用含有碳源加热后向金属表面输送碳原子,使其在金属表面形成碳化物层的技术。其主要原理是利用加热源产生的碳气体,在真空环境中对金属表面进行碳化处理。该技术最主要的优点是可在低温下对金属材料进行表面处理,处理过程中不会对材料产生变形和脆化,并能够使材料表面硬度增加,提高材料耐磨损性,延长使用寿命。二、

浅谈低压真空渗碳热处理技术.docx
浅谈低压真空渗碳热处理技术低压真空渗碳热处理技术是一种常用于提高金属材料表面硬度和耐磨性的表面处理方法。该技术通过在低压真空环境下对材料进行碳的渗入,在材料表层形成高硬度的碳化物层,从而提高材料的表面性能和工作寿命。本文将从技术原理、工艺流程以及应用前景三个方面进行探讨和分析。一、技术原理低压真空渗碳热处理技术是基于化学反应原理的一种表面处理方法。在该技术中,金属材料首先置于真空炉中,通过抽取真空将环境气体排除,然后向真空炉中加入适量的碳源,通常使用甲烷、乙烷等含碳气体。随后,通过对材料进行加热处理,碳源