
电动钻齿轮箱组装生产线滚柱装填机构.pdf

一条****杉淑

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电动钻齿轮箱组装生产线滚柱装填机构.pdf
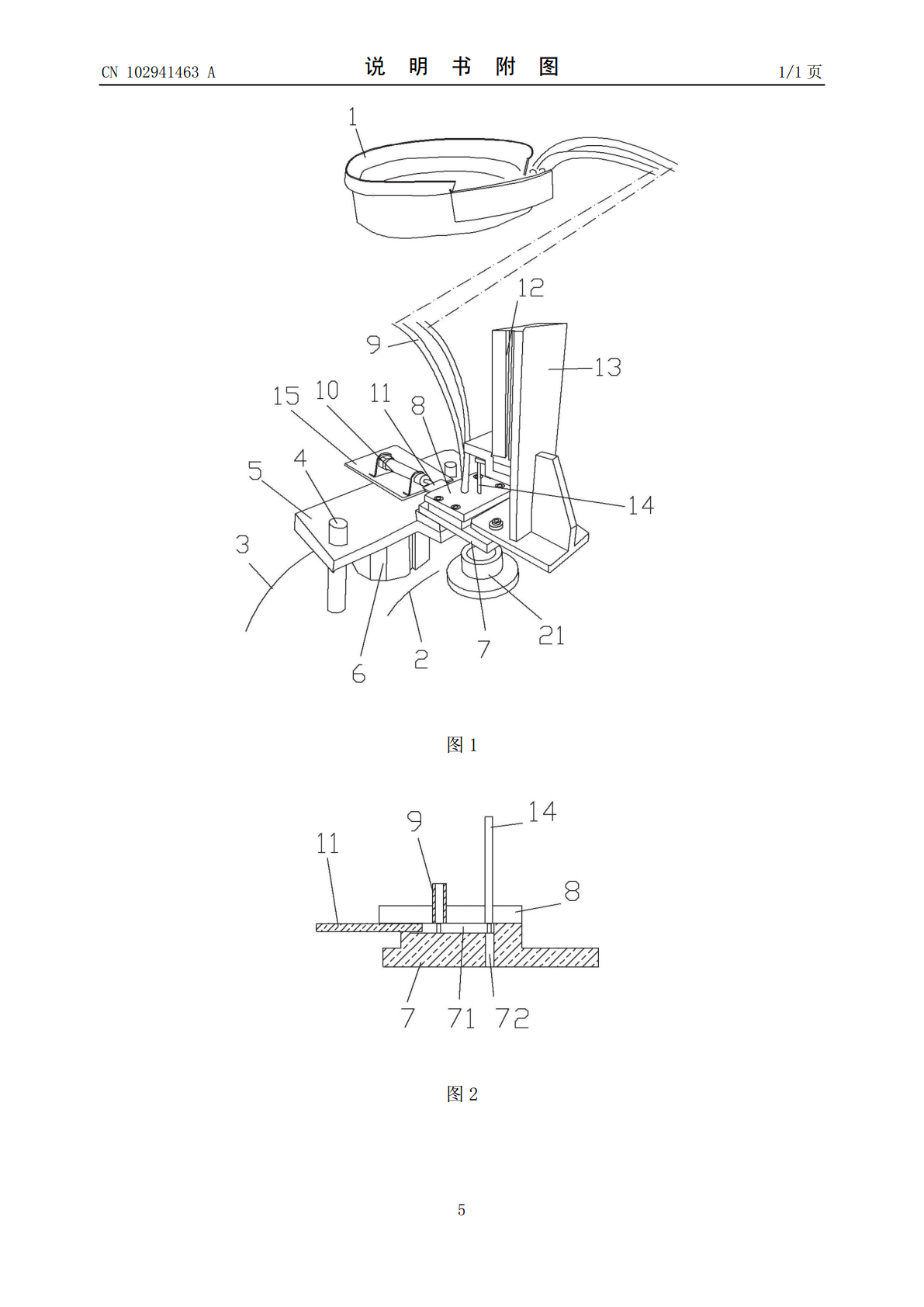
本发明公开了一种电动钻齿轮箱组装生产线滚柱装填机构,其旋转组装盘上固定有装填工位,在机架上固定有导柱,组装板插套在导柱上,升降汽缸固定在机架上,升降汽缸的活塞杆固定在组装板上;组装板上固定有装填板,装填板上成型有通道,装填板上固定有盖板,振动上料器的出料口处固定有下滚柱管,下滚柱管的出料口固定在盖板上且与通道相通接,平推汽缸固定在组装板上,平推汽缸的活塞杆上固定有推板,推板插套在通道中;压杆汽缸固定在支架上,支架固定在装填板上,在通道端部的装填板上成型有下滚柱孔,压杆对着下滚柱孔。本发明采用自动化机械装填
电动钻齿轮箱组装生产线钢珠装填机构.pdf
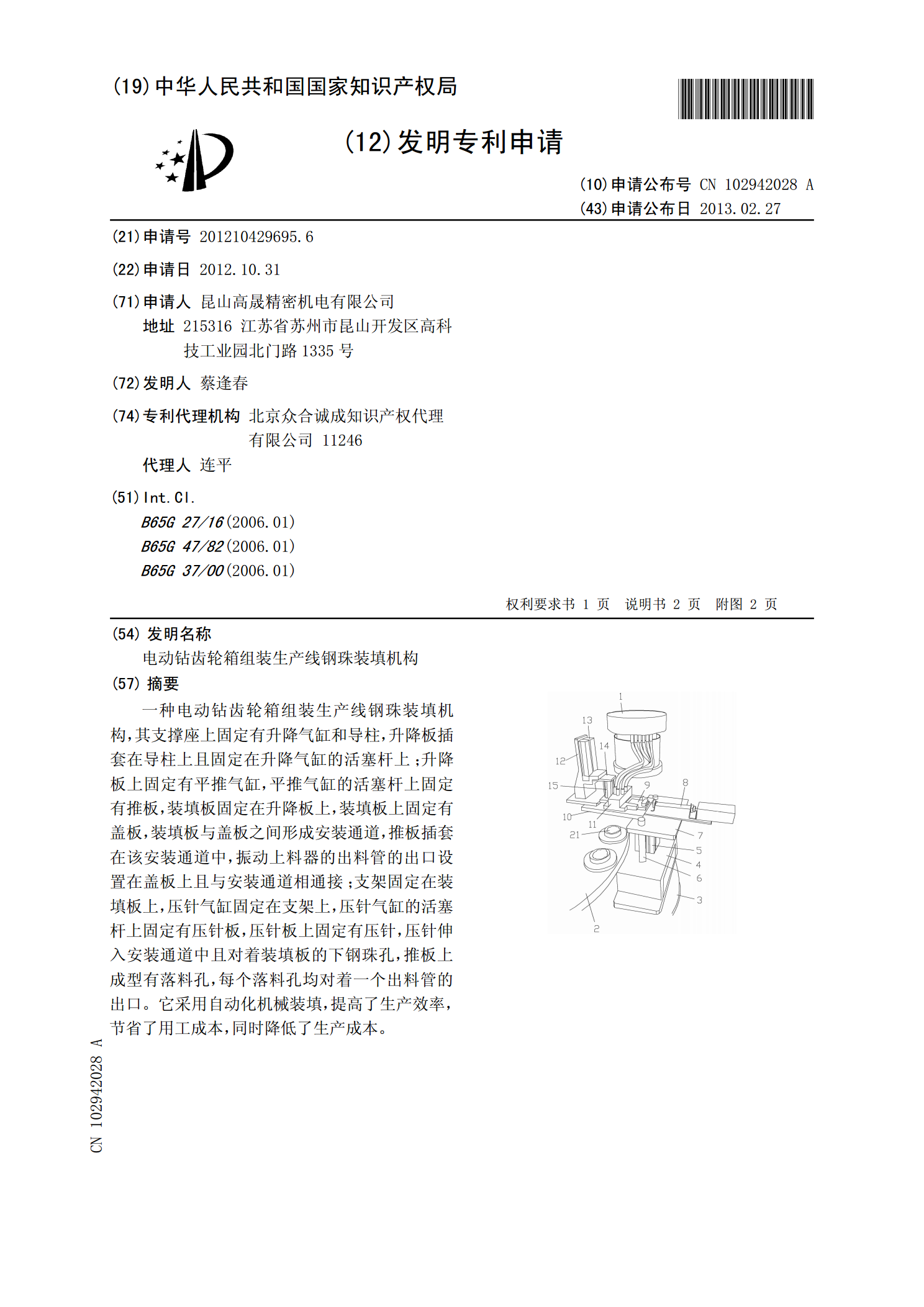
一种电动钻齿轮箱组装生产线钢珠装填机构,其支撑座上固定有升降气缸和导柱,升降板插套在导柱上且固定在升降气缸的活塞杆上;升降板上固定有平推气缸,平推气缸的活塞杆上固定有推板,装填板固定在升降板上,装填板上固定有盖板,装填板与盖板之间形成安装通道,推板插套在该安装通道中,振动上料器的出料管的出口设置在盖板上且与安装通道相通接;支架固定在装填板上,压针气缸固定在支架上,压针气缸的活塞杆上固定有压针板,压针板上固定有压针,压针伸入安装通道中且对着装填板的下钢珠孔,推板上成型有落料孔,每个落料孔均对着一个出料管的出

电动钻齿轮箱组装生产线垫片装填机构.pdf
本发明公开了一种电动钻齿轮箱组装生产线垫片装填机构,其在机架上固定有装填支架,装填支架上固定有平推汽缸,平推汽缸的活塞杆上固定有推板;工件叠放筒固定在盖板上,工件叠放筒上成型有进料口,振动上料器的出料道轨的出口通接进料口;盖板和装填支架之间形成送料通道,工件叠放筒的下部与送料通道的右部相通连,推板插套在送料通道中,下料汽缸固定在盖板上,下料汽缸的活塞杆上固定有下料板,下料板上固定有导筒,导筒与送料通道左部相通接。本发明采用机械自动装填,提高了生产效率,节省了用工成本,同时降低了生产成本。

电动钻齿轮箱组装生产线装填效果检测机构.pdf
本发明公开了一种电动钻齿轮箱组装生产线装填效果检测机构,它包括旋转式组装盘和机架,旋转组装盘上固定有若干个呈圆形阵列的装填工位,在机架上固定有检测支架,检测支架上固定有检测板,检测板上固定有光电探头,光电探头的检测信号传送给生产线PLC控制柜主机,检测板置于装填工位的上部。本发明在工件装填后自动进行检测,提高了检测效率,避免了人工检测人为因素的影响,有利于提高装填质量。

电动钻齿轮箱组装生产线传动接头装填机构.pdf
本发明公开了一种电动钻齿轮箱组装生产线传动接头装填机构,包括振动上料器、旋转式组装盘和机架,旋转组装盘上固定有装填工位,在机架上固定有组装架和落料座,落料座上成型有落料窝,振动上料器的出料滑槽的出口对着落料窝;组装架上固定有滑杆,装填架插套在滑杆上,装填架上固定有导柱,升降座插套在导柱上,升降汽缸固定在装填架上,升降汽缸的活塞杆固定在升降座上,升降座上安装有抽真空吸盘,抽真空吸盘对着落料窝;平移汽缸固定在装填架上,平移汽缸的活塞杆铰接在组装架上。本发明采用自动化机械装填,提高了生产效率,节省了用工成本,同