
一种碗型工件淬火后的自动控油装置.pdf

一只****呀9


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种碗型工件淬火后的自动控油装置.pdf
一种碗型工件淬火后的自动控油装置。本发明公开了一种自动控油装置,起特征在于,包括支架(8)、滚筒(1)和弹簧钢拔杆(3),所述滚筒(1)由可调电动机(2)通过链轮(9)和链条(4)带动旋转。所述弹簧钢拨杆(3)在旋转时,弹簧钢拨杆头部使工件翻转。本发明处理的工件残留淬火油,通过及时翻转回收,降低了加工成本,同时方便后期清洗效率,进而提高表面氧化,提高工件质量。
一种工件淬火后清洗烘干装置.pdf
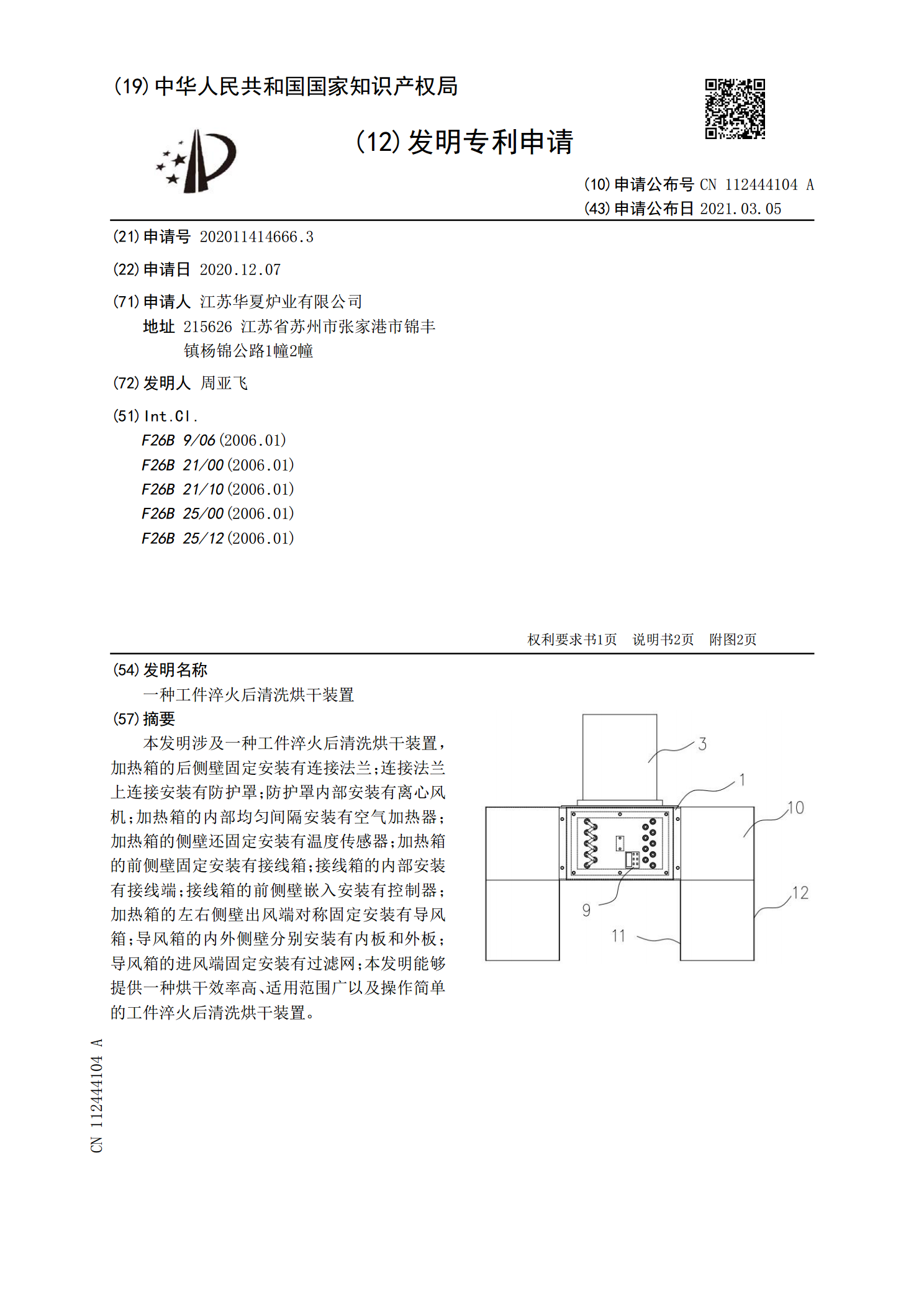
本发明涉及一种工件淬火后清洗烘干装置,加热箱的后侧壁固定安装有连接法兰;连接法兰上连接安装有防护罩;防护罩内部安装有离心风机;加热箱的内部均匀间隔安装有空气加热器;加热箱的侧壁还固定安装有温度传感器;加热箱的前侧壁固定安装有接线箱;接线箱的内部安装有接线端;接线箱的前侧壁嵌入安装有控制器;加热箱的左右侧壁出风端对称固定安装有导风箱;导风箱的内外侧壁分别安装有内板和外板;导风箱的进风端固定安装有过滤网;本发明能够提供一种烘干效率高、适用范围广以及操作简单的工件淬火后清洗烘干装置。

一种工件安全高效淬火装置.pdf
本发明公开了一种工件安全高效淬火装置,包括导轮、箱体、激振器、冷却器、箱体、排液管、温度计、计时器、底板、弹簧、溶剂添加管、液位计、风机、网篮和冷凝室,所述的箱体底面设有导轮,箱体内壁设有冷却器,箱体上端侧壁设有溶剂添加管和液位计,箱体内设有网篮,网篮上设有伸缩杆,伸缩杆顶端通过挂钩与箱体顶端侧壁连接,网篮下表面固定设有激振器,网篮内设有底板,底板通过弹簧与网篮内部底端连接,箱体上部内壁设有风机,箱体内壁设有摄像头,冷凝室通过输气管与箱体顶端连通。本发明保证铸件工艺的精准性,避免资源浪费,同时迅速清除水雾
一种环保型自动化工件喷漆装置.pdf
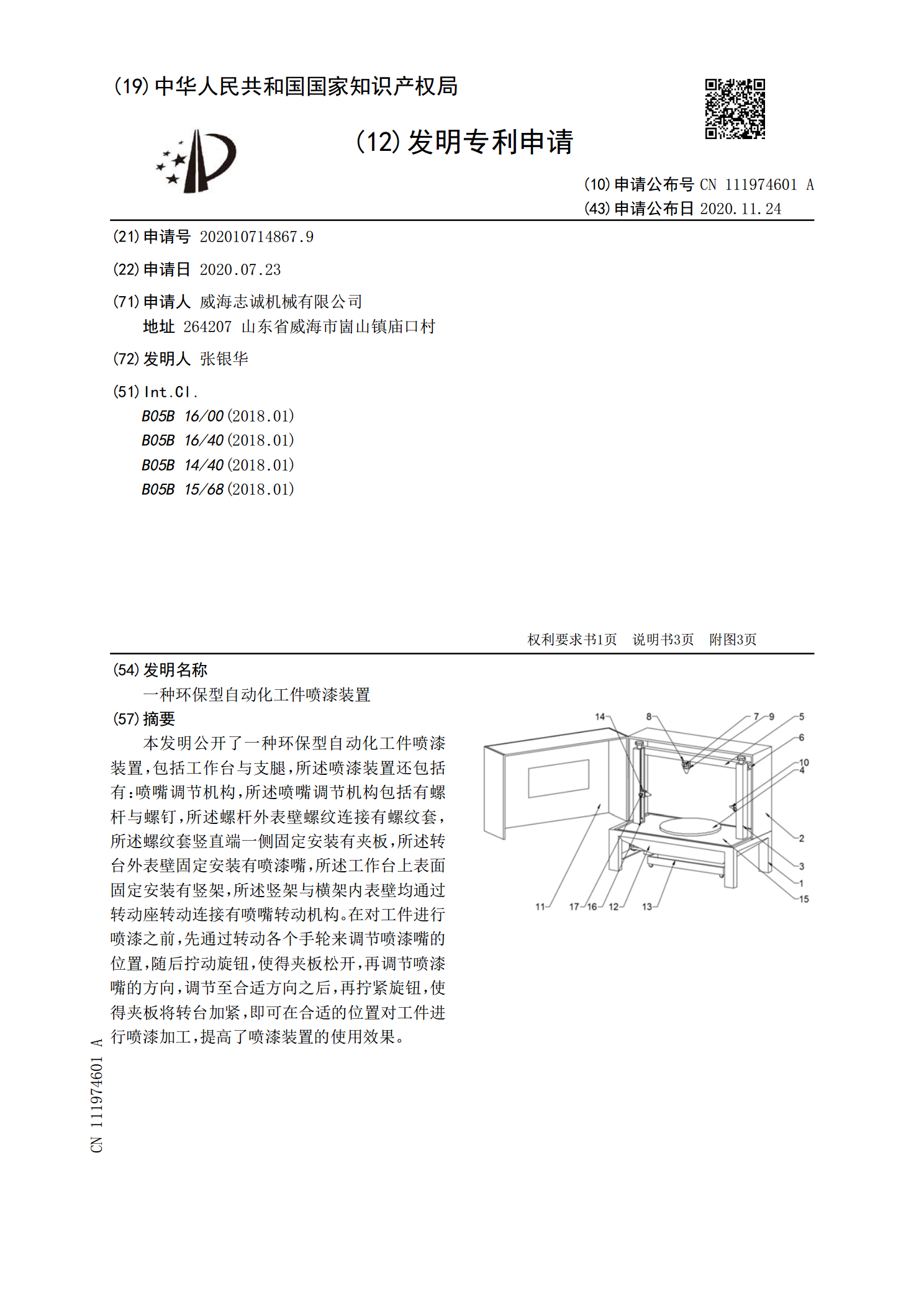
本发明公开了一种环保型自动化工件喷漆装置,包括工作台与支腿,所述喷漆装置还包括有:喷嘴调节机构,所述喷嘴调节机构包括有螺杆与螺钉,所述螺杆外表壁螺纹连接有螺纹套,所述螺纹套竖直端一侧固定安装有夹板,所述转台外表壁固定安装有喷漆嘴,所述工作台上表面固定安装有竖架,所述竖架与横架内表壁均通过转动座转动连接有喷嘴转动机构。在对工件进行喷漆之前,先通过转动各个手轮来调节喷漆嘴的位置,随后拧动旋钮,使得夹板松开,再调节喷漆嘴的方向,调节至合适方向之后,再拧紧旋钮,使得夹板将转台加紧,即可在合适的位置对工件进行喷漆加
一种轴销淬火用工件悬挂装置.pdf
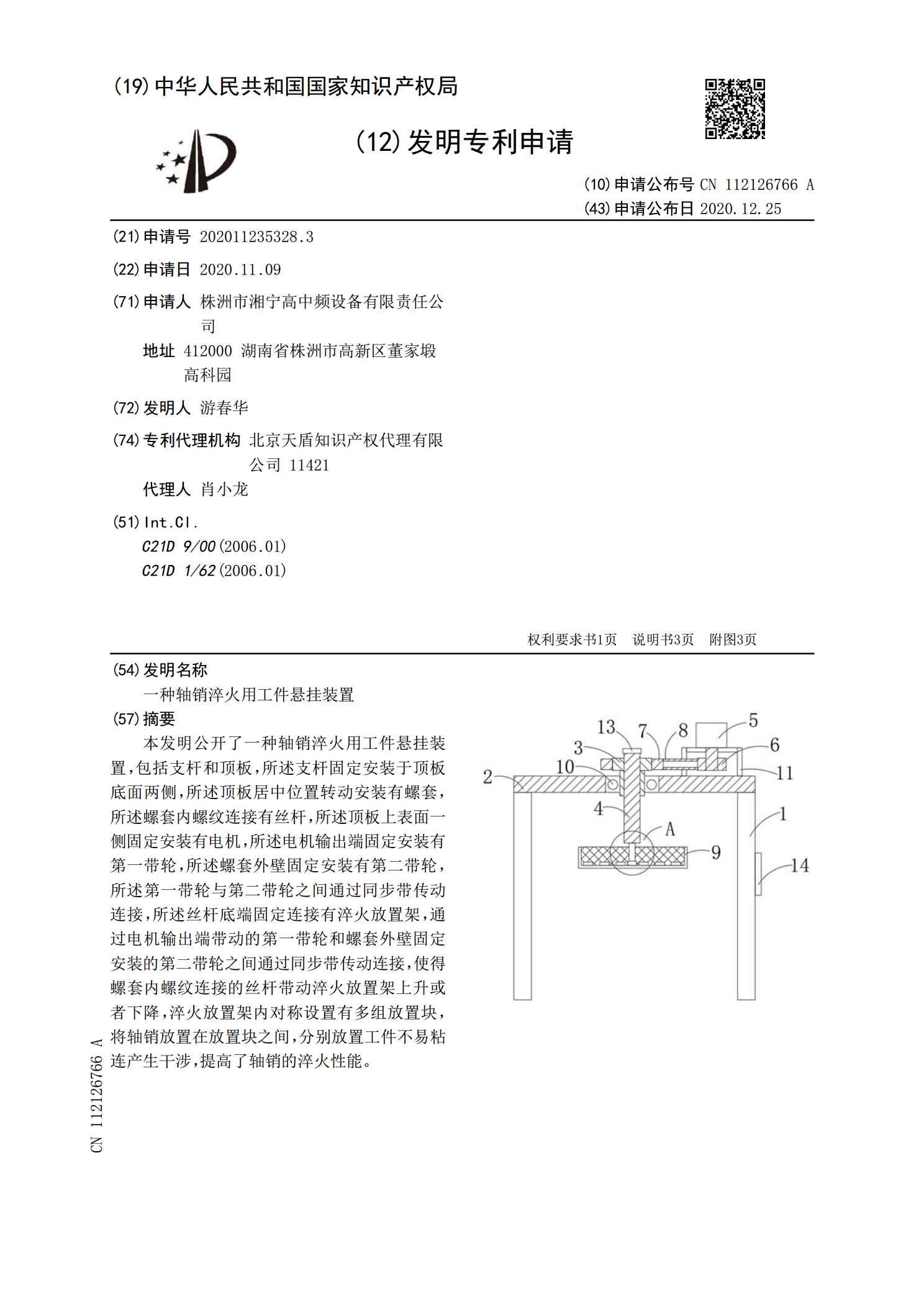
本发明公开了一种轴销淬火用工件悬挂装置,包括支杆和顶板,所述支杆固定安装于顶板底面两侧,所述顶板居中位置转动安装有螺套,所述螺套内螺纹连接有丝杆,所述顶板上表面一侧固定安装有电机,所述电机输出端固定安装有第一带轮,所述螺套外壁固定安装有第二带轮,所述第一带轮与第二带轮之间通过同步带传动连接,所述丝杆底端固定连接有淬火放置架,通过电机输出端带动的第一带轮和螺套外壁固定安装的第二带轮之间通过同步带传动连接,使得螺套内螺纹连接的丝杆带动淬火放置架上升或者下降,淬火放置架内对称设置有多组放置块,将轴销放置在放置块