
汽轮机次末级动叶片三轴数控加工方法.pdf

春兰****89


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机次末级动叶片三轴数控加工方法.pdf
汽轮机次末级动叶片三轴数控加工方法,它涉及一种汽轮机次末级动叶片加工方法。本发明的目的是要解决三轴加工方式加工时的基准不统一造成加工后的汽道“错牙”及增加了装夹工作量的问题。方法:一、实体建模:首先在UG软件的UG建模功能中进行实体建模;二、根据实体建模制作程序;三、程序生成;四、加工。本发明优点:一、避免了汽道“错牙”现象,降低了装夹工作量;二、成功实现残余部分全部去除。本发明主要用于加工汽轮机次末级动叶片。

基于UG环境对次末级动叶片三轴数控加工研究.docx
基于UG环境对次末级动叶片三轴数控加工研究摘要本文基于UG环境对次末级动叶片三轴数控加工进行了研究。首先,通过对叶片图纸的分析和优化,确定了加工方案。然后,针对叶片复杂的曲面形状,采用了多轴数控机床进行加工。通过UGCAM软件编程生成G代码并进行仿真检查,确定了合理的刀具路径和加工参数。最后,利用三轴数控机床进行了实际加工,并进行了工件检测和分析。结果表明,采用UG环境进行次末级动叶片三轴数控加工是可行的,且具有较高的加工精度和效率。关键词:UG环境;次末级动叶片;三轴数控加工;刀具路径引言随着航空工业的
一种汽轮机次末级和末级动叶片的加工方法.pdf
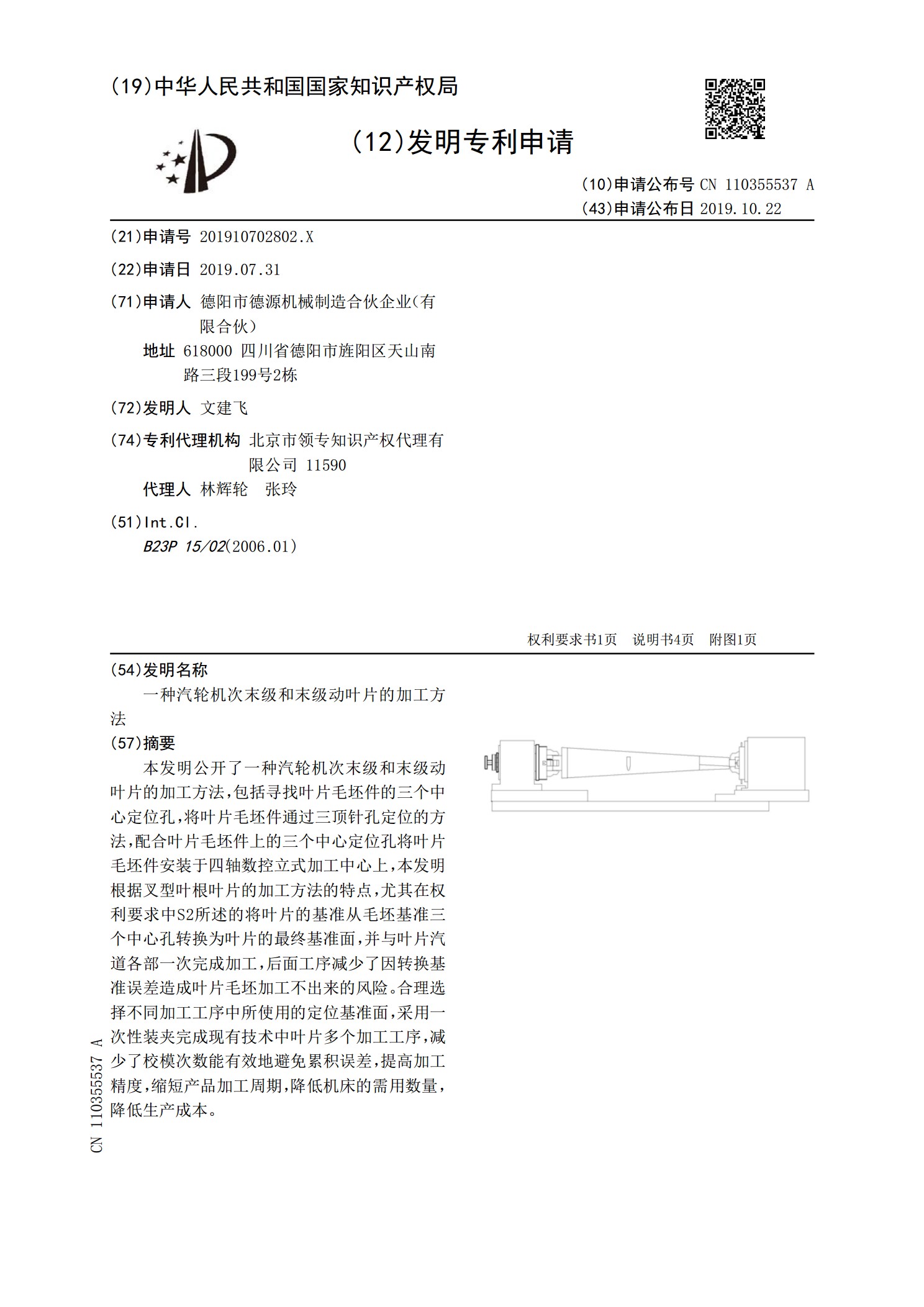
本发明公开了一种汽轮机次末级和末级动叶片的加工方法,包括寻找叶片毛坯件的三个中心定位孔,将叶片毛坯件通过三顶针孔定位的方法,配合叶片毛坯件上的三个中心定位孔将叶片毛坯件安装于四轴数控立式加工中心上,本发明根据叉型叶根叶片的加工方法的特点,尤其在权利要求中S2所述的将叶片的基准从毛坯基准三个中心孔转换为叶片的最终基准面,并与叶片汽道各部一次完成加工,后面工序减少了因转换基准误差造成叶片毛坯加工不出来的风险。合理选择不同加工工序中所使用的定位基准面,采用一次性装夹完成现有技术中叶片多个加工工序,减少了校模次数

空冷汽轮机次末级动叶片.pdf
本发明公开了一种空冷汽轮机次末级动叶片,H=420.0mm、根径为Dr=1905mm;叶高H的相对值由0.0单调增加到1.0;安装角c1由80.66°减小到28.56°;从根截面到顶截面的面积A变化规律为:3.309≥A≥1.0,从根截面到顶截面的轴向宽度Xa变化规律为:2.173≥Xa≥1.0,从根截面到顶截面的弦长b1变化规律为:1.053≥b1≥1.0,从根截面到顶截面的最大厚度W1变化规律为:2.137≥W1≥1.0。该次末级动叶片适用于功率500MW~1000MW,转速3000rpm的亚临界、超

给水泵汽轮机次末级动叶片.pdf
本发明涉及一种给水泵汽轮机次末级动叶片,特征是叶片有效高度为358mm,叶高H的相对值由0.0单调增加到1.0;与之相对应,安装角c1由84.26