
一种涡轮转子轴槽的切削加工夹具.pdf

萌运****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡轮转子轴槽的切削加工夹具.pdf
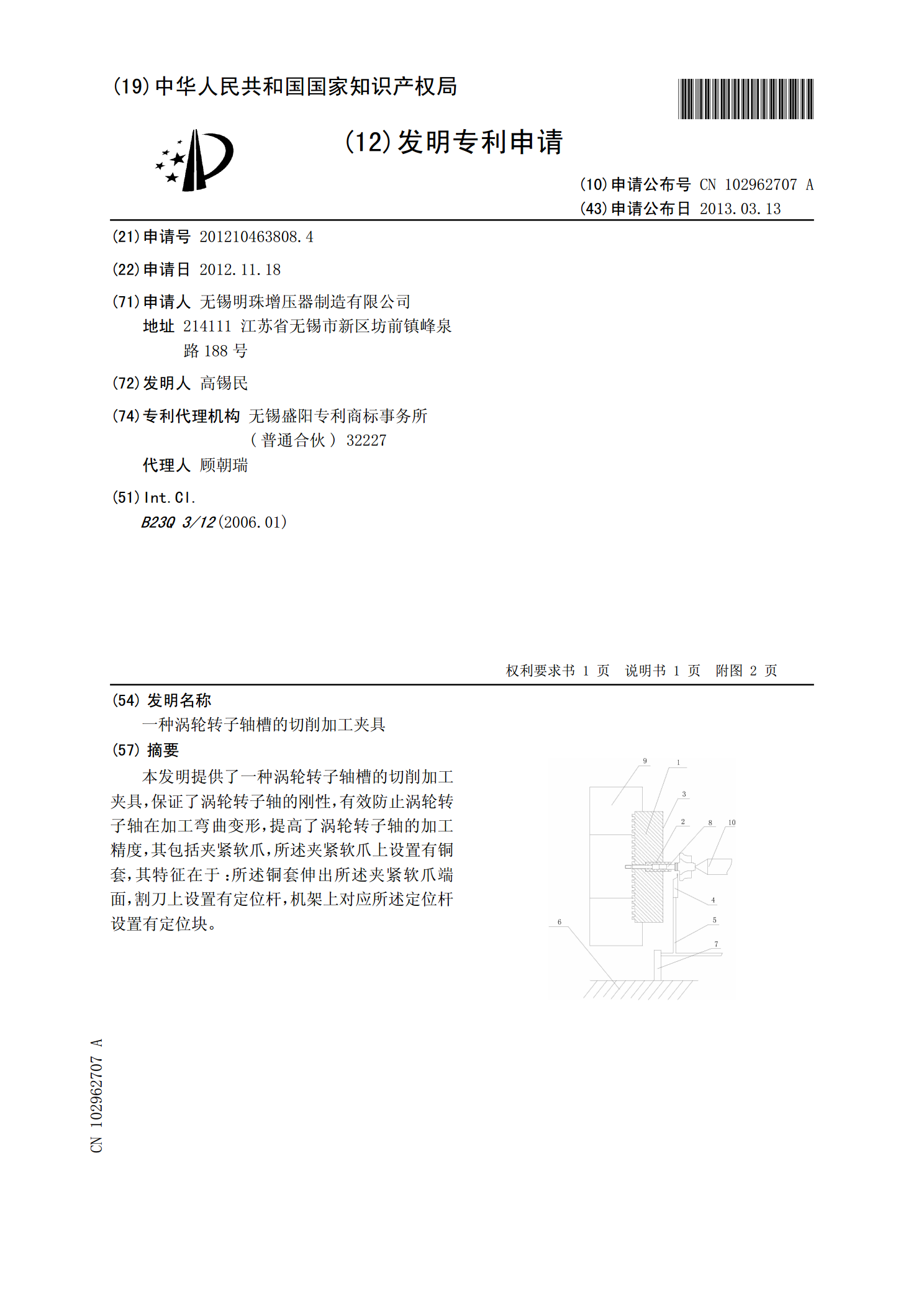
本发明提供了一种涡轮转子轴槽的切削加工夹具,保证了涡轮转子轴的刚性,有效防止涡轮转子轴在加工弯曲变形,提高了涡轮转子轴的加工精度,其包括夹紧软爪,所述夹紧软爪上设置有铜套,其特征在于:所述铜套伸出所述夹紧软爪端面,割刀上设置有定位杆,机架上对应所述定位杆设置有定位块。

一种传感器轴切削加工夹具.pdf
本实用新型公开了一种传感器轴切削加工夹具,包括安装板、滑槽、定位孔、转板和限位孔,所述安装板的内侧表面开设有滑槽,且安装板的侧表面开设有贯穿的定位孔,所述安装板的下端侧表面连接有外接头,且安装板的下端内部开设有与外接头连通的气室,并且气室一侧的安装板内侧表面嵌入式安装有镂空板。该传感器轴切削加工夹具,通过插销杆插入工件轴预留的销孔中的方式对工件轴进行定位安装,换夹时只需要将工件轴通过销孔反插入插销杆中的方式即可完成对工件轴的换向,保证工件轴两台阶面之间的相对角度,且由于工件轴被夹持的面为开放的光滑表面,因
一种涡轮增压器转子轴加工工艺.pdf
一种涡轮增压器转子轴加工工艺,其特征在于:其热处理方式是将多根轴立放在一轴架上,再将多根轴同时放到炉里进行淬火处理,本发明与现有技术相比,具有产量高、废品少、成本低、劳动生产率高、质量稳定、同轴度好等优点。

一种高压涡轮转子轴的机械加工方法.pdf
本发明属于机械加工技术领域,涉及一种高压涡轮转子轴的机械加工方法。本发明精车加工采用橡胶带缠绕零件的方式,避免薄壁件变形。孔加工试验切削参数,控制刀具磨损,确定换刀点。喷丸对模拟试片进行强度校核后,保证零件喷丸强度。零件加工后进行静平衡检测,叠加投影检测。一种高压涡轮转子轴的机械加工方法包括以下步骤:后端定位,半精车前端—前端定位,半精车后端—后端定位,精车前端—前端定位,精车后端—加工端面孔、扇形槽—喷丸—精车止口—静平衡—叠加投影检测。

加工涡轮盘榫槽的卧式拉床夹具设计.doc
第一章绪论1.1现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。现代机床夹具的发展方向主要表现在:1.标准化完善的标准化