
一种锰合金连续浇铸成型粒化设备.pdf

是向****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种锰合金连续浇铸成型粒化设备.pdf
一种锰合金连续浇铸成型粒化设备是在传动机构机架上连接有电机减速步进机构及其链轮、定位模具导轨机架,在导轨机架上滚动连接有连续浇铸成型模具,浇铸位置后设置有加压机构;所述连续浇铸是液态锰合金由浇包连续一次浇入铸型;所述成型粒化是液态锰合金一次浇铸成型为目标粒化尺寸。本发明将连续浇铸、成型粒化和自动脱模连续机械化作业一次完成,节省人力物力,操作简单,避免了环境污染。
一种锰合金连续浇铸成型粒化方法.pdf
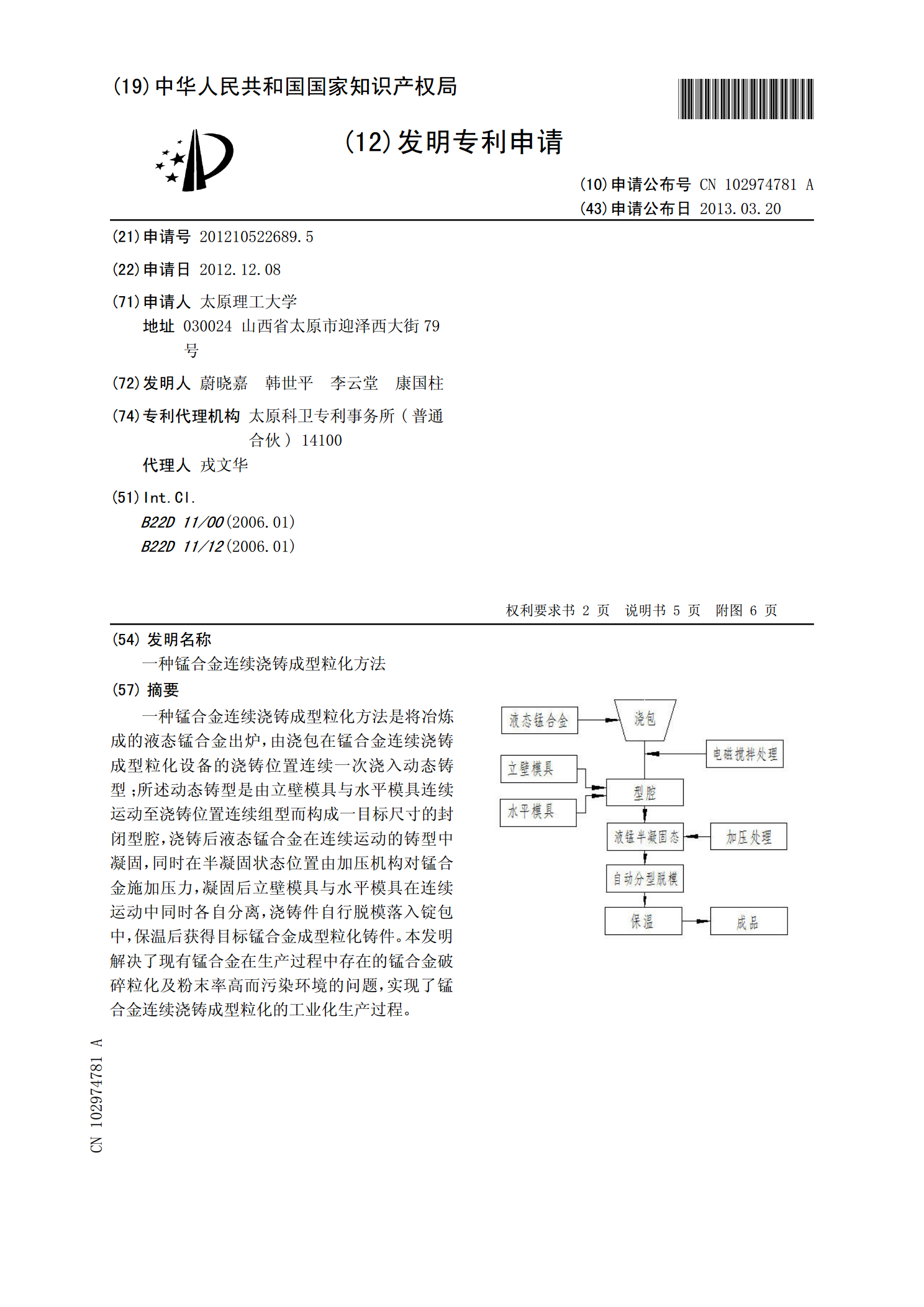
一种锰合金连续浇铸成型粒化方法是将冶炼成的液态锰合金出炉,由浇包在锰合金连续浇铸成型粒化设备的浇铸位置连续一次浇入动态铸型;所述动态铸型是由立壁模具与水平模具连续运动至浇铸位置连续组型而构成一目标尺寸的封闭型腔,浇铸后液态锰合金在连续运动的铸型中凝固,同时在半凝固状态位置由加压机构对锰合金施加压力,凝固后立壁模具与水平模具在连续运动中同时各自分离,浇铸件自行脱模落入锭包中,保温后获得目标锰合金成型粒化铸件。本发明解决了现有锰合金在生产过程中存在的锰合金破碎粒化及粉末率高而污染环境的问题,实现了锰合金连续浇

锰合金连续浇铸粒化成型动态施压研究.docx
锰合金连续浇铸粒化成型动态施压研究锰合金是一种广泛应用于钢铁冶炼、无线电等领域的合金。在冶炼过程中,锰合金与钢铁的熔融状态相容性好,因此被广泛应用于钢铁冶炼中以提高钢铁的强度和延展性。锰合金的制备方法有许多种,其中连续浇铸粒化成型是一种比较常见的制备方法。该方法可以在锰合金制备过程中实现连续、高效的生产,并可以保证锰合金的品质和性能。然而,在锰合金制备过程中,粒化成型步骤对于制品品质的影响不能忽视。该过程涉及到成品的形态、结构、强度、延展性等多个方面。为了保证锰合金成品的品质和稳定性,在粒化成型过程中需要

锰合金粒化成型工艺的研究.docx
锰合金粒化成型工艺的研究锰合金是一种重要的合金材料,广泛应用于钢铁工业、电力工业、化工行业等领域。粉末冶金技术是锰合金生产中的重要工艺之一,其成型工艺对于锰合金产品的品质和成本具有重要影响。一、锰合金粉末冶金工艺概述锰合金粉末冶金工艺是将锰合金微粉按照一定比例混合后与适量的粘结剂进行混合,并压制成为预定形状的绿体(也称为坯料)。制得的绿体经过烘干和煅烧等工艺处理,最终得到锰合金产品。锰合金粉末冶金工艺的基本流程包括原料质检、原料混合、制粒、成型、烘干、煅烧和表面处理等环节。其中,成型工艺是锰合金粉末冶金工

硅锰合金粒化浇铸过程及模具设计研究的任务书.docx
硅锰合金粒化浇铸过程及模具设计研究的任务书任务书一、研究背景硅锰合金是一种重要的钢铁合金材料,主要用于生产高强度、耐磨、高耐久性的合金钢,以及其他特殊钢种的生产中。而硅锰合金的生产过程中,粒化是一个关键步骤,这直接影响硅锰合金的质量和生产效率。因此,对硅锰合金粒化浇铸过程及模具设计的研究具有重要的现实意义和科学价值,有助于提高硅锰合金生产的质量和效率。二、研究内容1.硅锰合金粒化浇铸过程研究通过对硅锰合金粒化浇铸过程的实验研究和理论分析,了解硅锰合金在浇铸过程中的流动状态和凝固形态,探究其导致合金质量差异