
钢丝中温磷化生产工艺分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢丝中温磷化生产工艺分析.docx
钢丝中温磷化生产工艺分析钢丝中温磷化生产工艺分析磷化是钢铁薄膜保护技术中非常重要的一个环节。经过磷化处理的钢铁表面会形成一层坚硬耐磨的磷酸盐化合物,在使用过程中能够起到防锈和防腐的作用,提高钢铁的使用寿命。而磷化技术的常用方法之一就是钢丝中温磷化。本文将就钢丝中温磷化的生产工艺进行分析。一、钢丝中温磷化的工艺描述钢丝中温磷化的工艺是在温度为150-250℃时,在含有磷酸盐和氯化物的气氛下对钢丝进行磷化处理。常用的磷化工艺有三种,分别是缸磷化、滚磷化和喷淋磷化。其中,适用于钢丝中温磷化的是滚磷化方法。滚磷化

中温磷化工艺设计.docx
中温磷化工艺设计中温磷化是一种广泛应用于金属材料表面改性的化工工艺。它通过在金属表面生成一层磷化物覆盖层,进而改善其耐腐蚀性能、摩擦性能和抗磨性能,从而提高材料的整体性能和使用寿命。本文将围绕中温磷化的工艺设计进行介绍和分析。首先,在中温磷化的工艺设计中,关键的一步是选取合适的磷化剂和工艺条件。磷化剂主要包括磷酸、磷酸盐和磷酸酯等,不同的磷化剂在磷化过程中起到不同的作用。磷酸可以提供磷原子,磷酸盐可以提供磷和金属之间的中间体,而磷酸酯则可以在磷化过程中提供磷源和有机功能基团。在选择磷化剂时,需要考虑到金属

中温磷化工艺研究.docx
中温磷化工艺研究中温磷化工艺研究引言:磷化是一种常用的表面处理方法,它可以提高材料的耐腐蚀性、耐磨性和耐高温性能。然而,传统的高温磷化工艺存在着能耗高、环境污染大等问题。因此,研究中温磷化工艺具有重要的理论意义和实际应用价值。本文将介绍中温磷化的原理、工艺参数、工艺优化和应用前景等方面的研究进展。一、中温磷化的原理中温磷化是指在300℃-500℃的温度范围内进行的磷化处理。与传统的高温磷化相比,中温磷化具有以下特点:1.氢磷化物的析出速度快:在中温下,氢磷化物的析出速率较高,有利于快速形成磷化层。2.相对
一种用于磷化铟晶体生产工艺中温场控制装置及方法.pdf
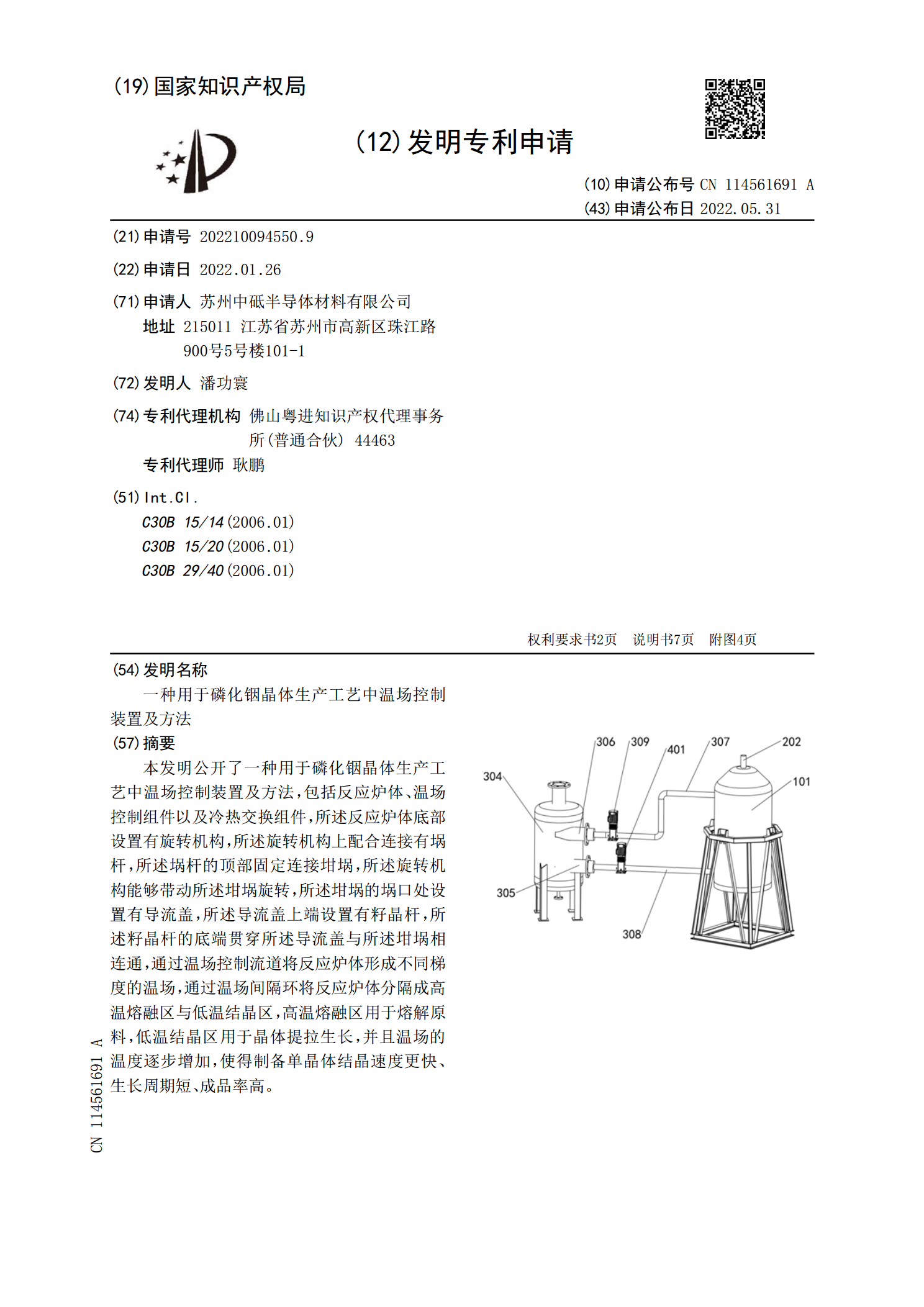
本发明公开了一种用于磷化铟晶体生产工艺中温场控制装置及方法,包括反应炉体、温场控制组件以及冷热交换组件,所述反应炉体底部设置有旋转机构,所述旋转机构上配合连接有埚杆,所述埚杆的顶部固定连接坩埚,所述旋转机构能够带动所述坩埚旋转,所述坩埚的埚口处设置有导流盖,所述导流盖上端设置有籽晶杆,所述籽晶杆的底端贯穿所述导流盖与所述坩埚相连通,通过温场控制流道将反应炉体形成不同梯度的温场,通过温场间隔环将反应炉体分隔成高温熔融区与低温结晶区,高温熔融区用于熔解原料,低温结晶区用于晶体提拉生长,并且温场的温度逐步增加,

中温磷化工艺的关键和控制.docx
中温磷化工艺的关键和控制中温磷化工艺的关键和控制摘要:中温磷化作为一种重要的表面处理工艺,广泛应用于金属材料的防腐、耐磨和附着力增强等方面。本文主要讨论了中温磷化工艺的关键因素和控制方法,包括磷化溶液组成、温度控制、表面处理前后的处理步骤等。通过深入研究和分析,可以建立一套科学合理的中温磷化工艺流程,从而提高产品的质量和性能。关键词:中温磷化;表面处理;防腐;耐磨;附着力引言中温磷化是一种通过在金属表面形成磷酸盐保护层来提高金属材料的防腐、耐磨和附着力等性能的工艺。它在汽车、机械、电子等领域有着广泛的应用