
预张开卡箍粘接工装.pdf

长春****主a


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

预张开卡箍粘接工装.pdf
本发明涉及一种预张开卡箍粘接工装,定位销一端设置有支撑棒,支撑棒的外径略小于胶管最小内径;与支撑棒平行对称分布两个限制块,限制块之间的距离R1比工装适用型号卡箍外径稍大;在定位销上设置有观察孔,观察孔的深度与胶管插入到工装顶端距离一致;定位销的连接头固定在工作台上;压紧块与卡箍接触的一端与卡箍的外轮廓一致,另一端与气动设备连接,设置为压紧块螺纹连接部位。本发明模具设计结构合理、简单、使用方便,重点是实现卡箍粘接位置、粘接强度的一致性。能提高产品质量、提高生产效率,降低生产成本,减少浪费,适用卡箍规格直径从
粘接角缝制错层工装.pdf
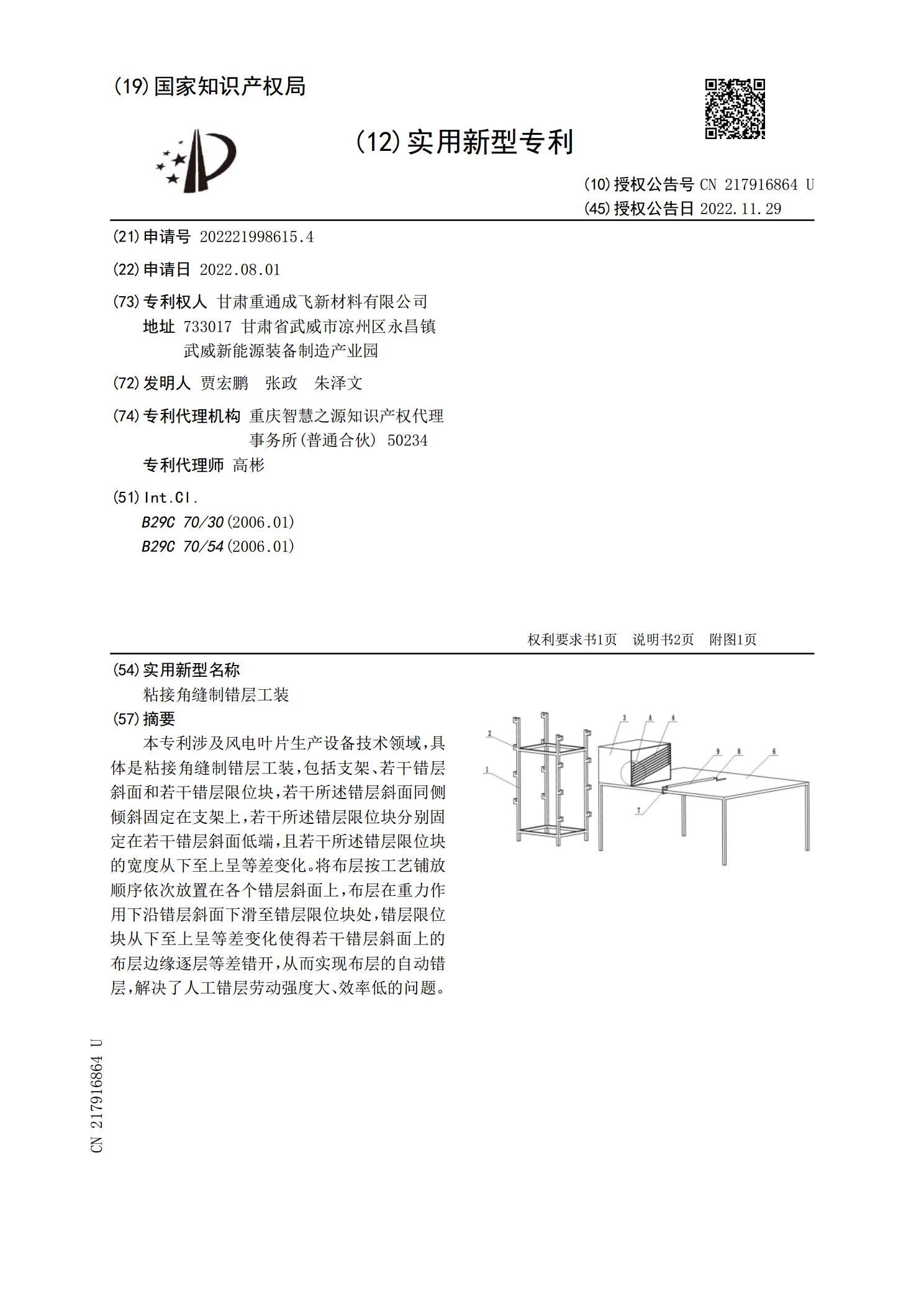
本专利涉及风电叶片生产设备技术领域,具体是粘接角缝制错层工装,包括支架、若干错层斜面和若干错层限位块,若干所述错层斜面同侧倾斜固定在支架上,若干所述错层限位块分别固定在若干错层斜面低端,且若干所述错层限位块的宽度从下至上呈等差变化。将布层按工艺铺放顺序依次放置在各个错层斜面上,布层在重力作用下沿错层斜面下滑至错层限位块处,错层限位块从下至上呈等差变化使得若干错层斜面上的布层边缘逐层等差错开,从而实现布层的自动错层,解决了人工错层劳动强度大、效率低的问题。
一种粘接厚度可控的光纤环圈粘接工装.pdf
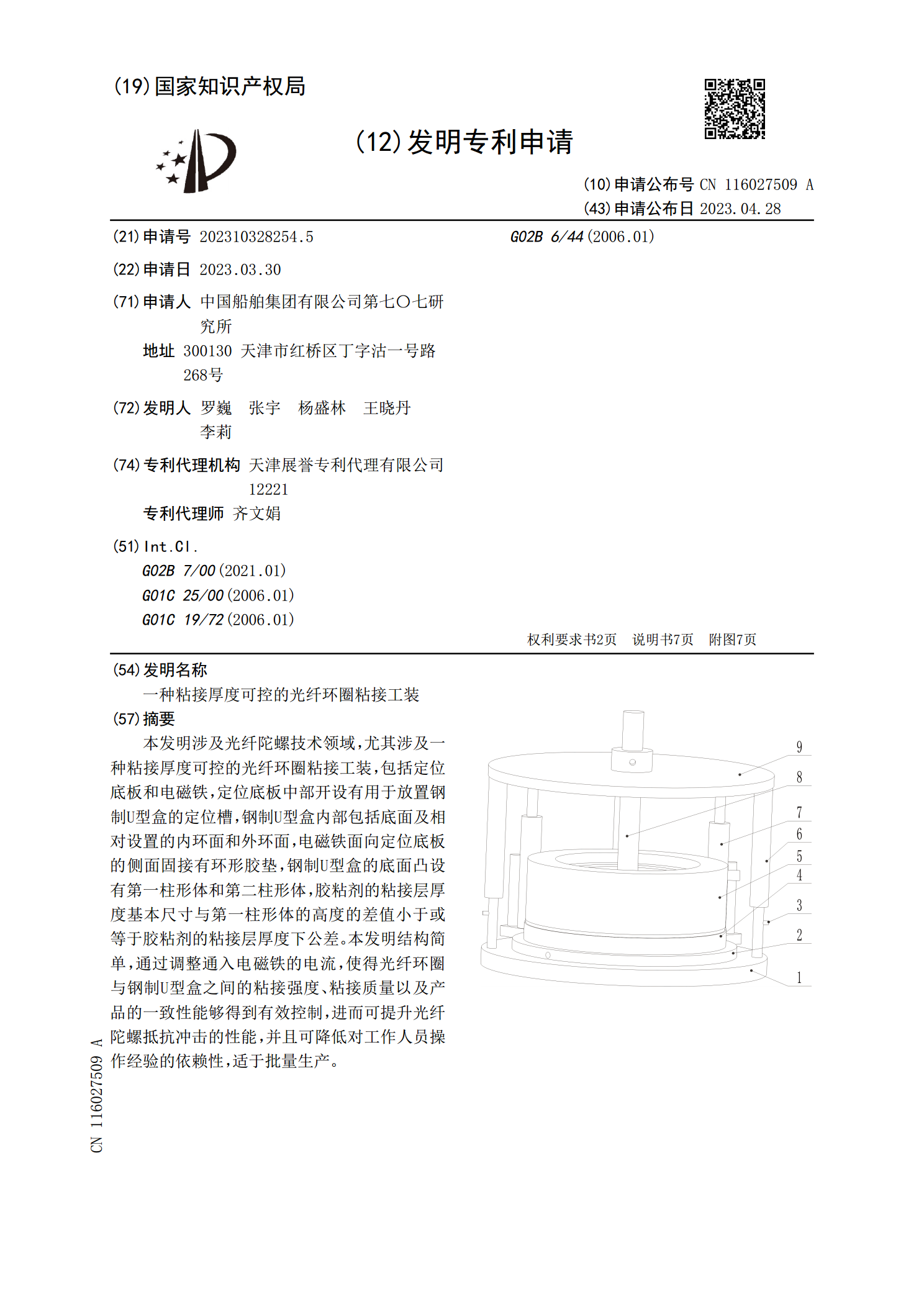
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116027509A(43)申请公布日2023.04.28(21)申请号202310328254.5G02B6/44(2006.01)(22)申请日2023.03.30(71)申请人中国船舶集团有限公司第七〇七研究所地址300130天津市红桥区丁字沽一号路268号(72)发明人罗巍张宇杨盛林王晓丹李莉(74)专利代理机构天津展誉专利代理有限公司12221专利代理师齐文娟(51)Int.Cl.G02B7/00(2021.01)G01C25/00
一种模块化叶片快速粘接工装及粘接工艺.pdf
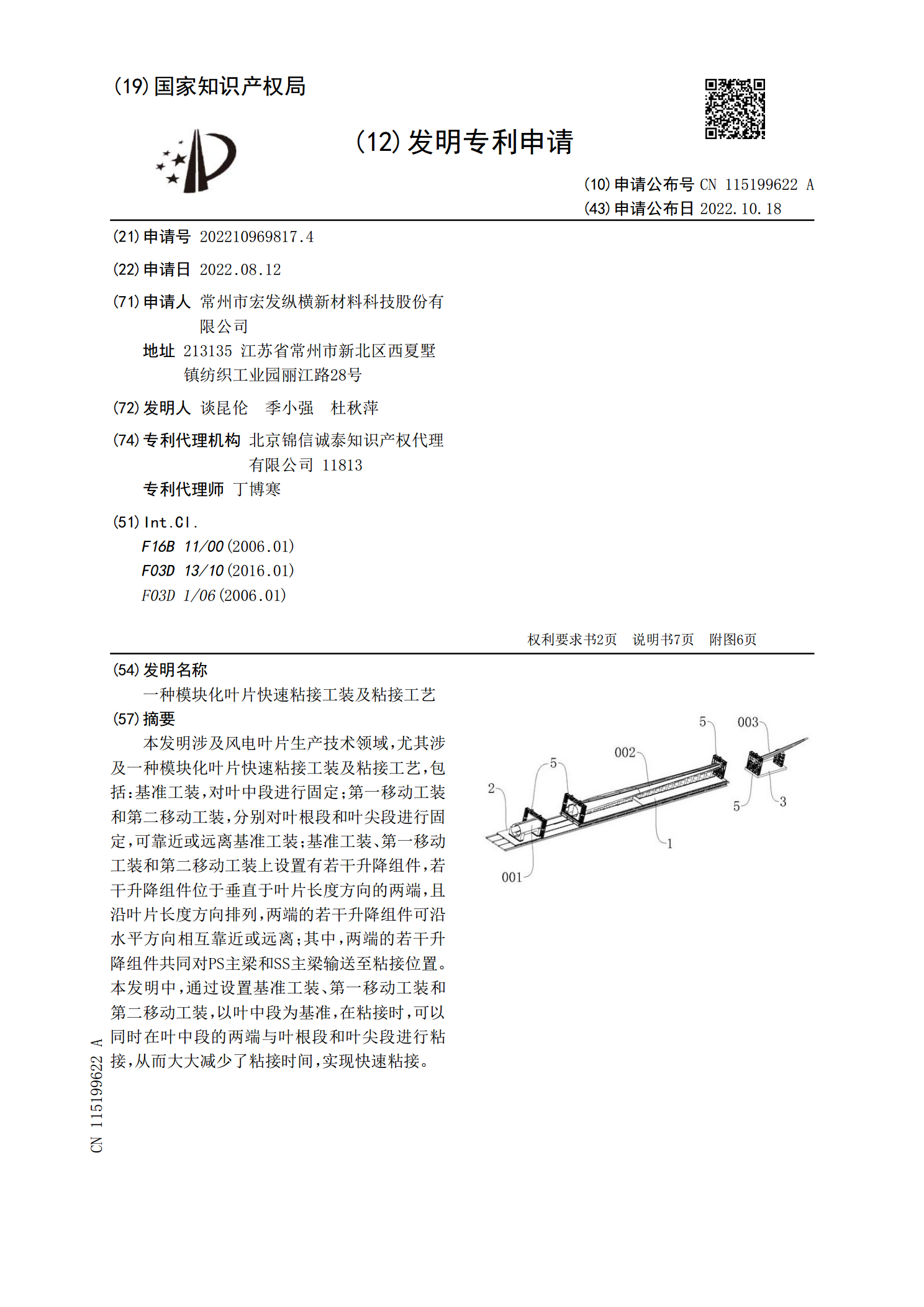
本发明涉及风电叶片生产技术领域,尤其涉及一种模块化叶片快速粘接工装及粘接工艺,包括:基准工装,对叶中段进行固定;第一移动工装和第二移动工装,分别对叶根段和叶尖段进行固定,可靠近或远离基准工装;基准工装、第一移动工装和第二移动工装上设置有若干升降组件,若干升降组件位于垂直于叶片长度方向的两端,且沿叶片长度方向排列,两端的若干升降组件可沿水平方向相互靠近或远离;其中,两端的若干升降组件共同对PS主梁和SS主梁输送至粘接位置。本发明中,通过设置基准工装、第一移动工装和第二移动工装,以叶中段为基准,在粘接时,可以
一种卡箍弯形工装.pdf
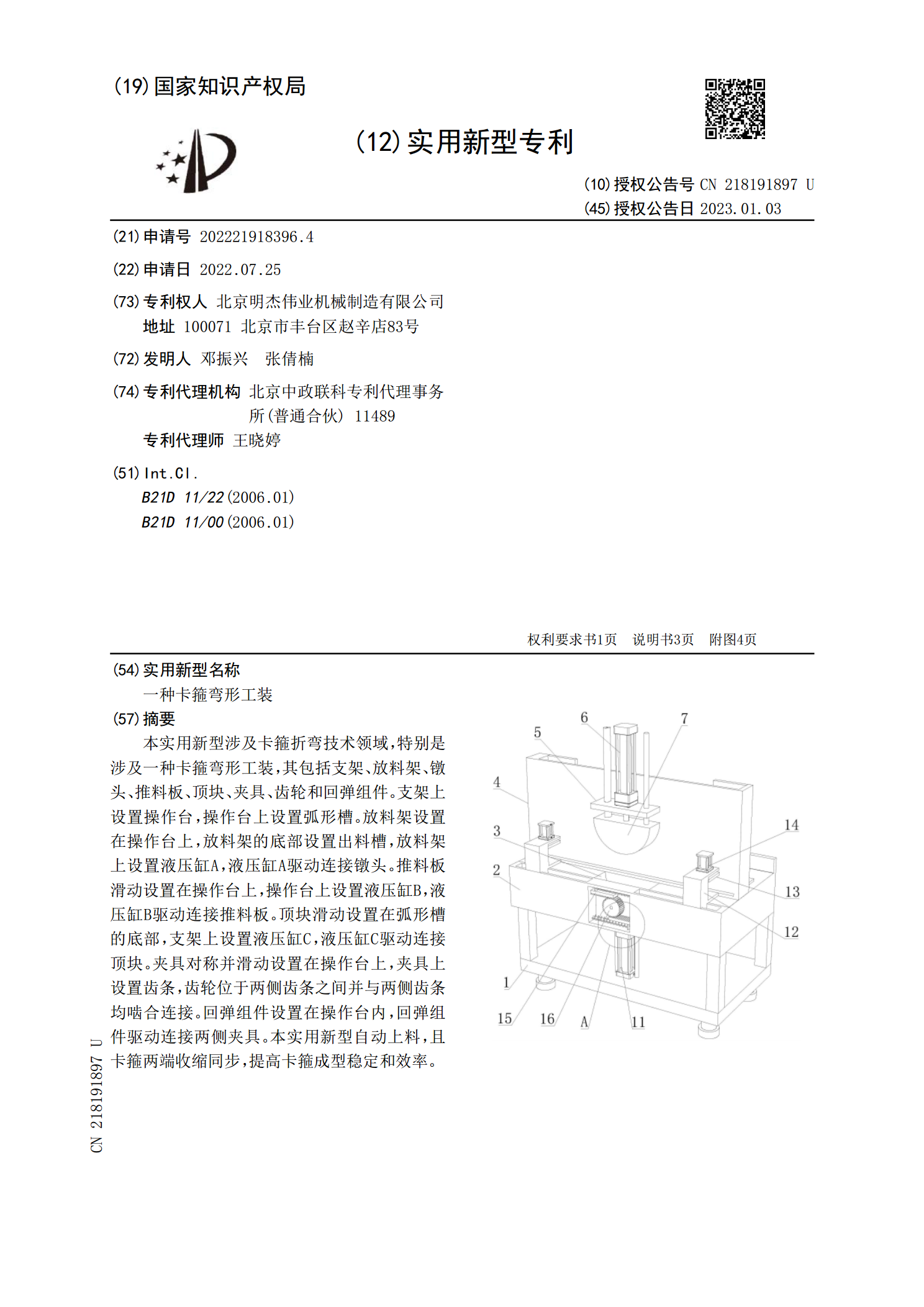
本实用新型涉及卡箍折弯技术领域,特别是涉及一种卡箍弯形工装,其包括支架、放料架、镦头、推料板、顶块、夹具、齿轮和回弹组件。支架上设置操作台,操作台上设置弧形槽。放料架设置在操作台上,放料架的底部设置出料槽,放料架上设置液压缸A,液压缸A驱动连接镦头。推料板滑动设置在操作台上,操作台上设置液压缸B,液压缸B驱动连接推料板。顶块滑动设置在弧形槽的底部,支架上设置液压缸C,液压缸C驱动连接顶块。夹具对称并滑动设置在操作台上,夹具上设置齿条,齿轮位于两侧齿条之间并与两侧齿条均啮合连接。回弹组件设置在操作台内,回弹