
建筑胶合模板拼接修复方法.pdf

一吃****海逸

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
建筑胶合模板拼接修复方法.pdf
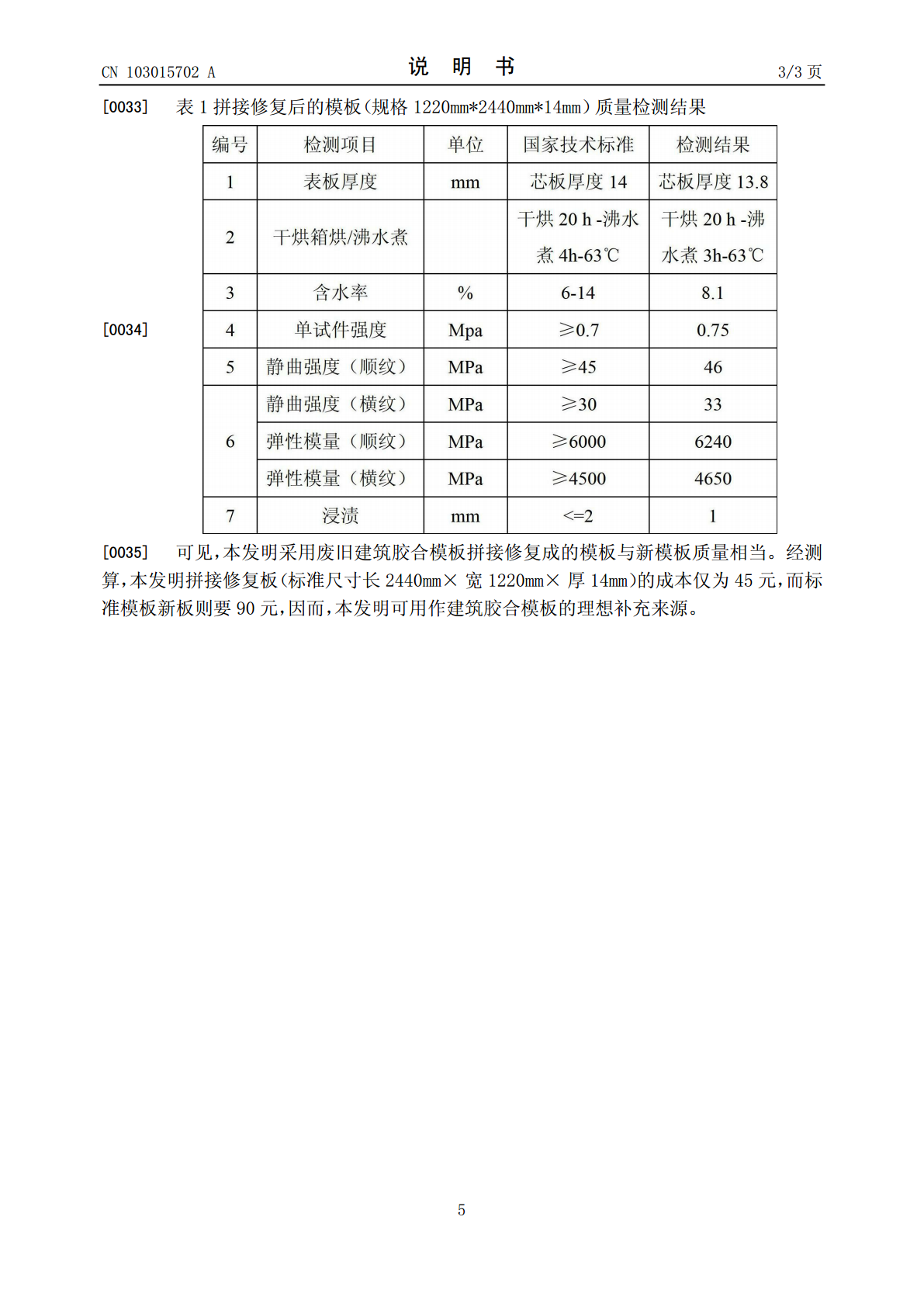
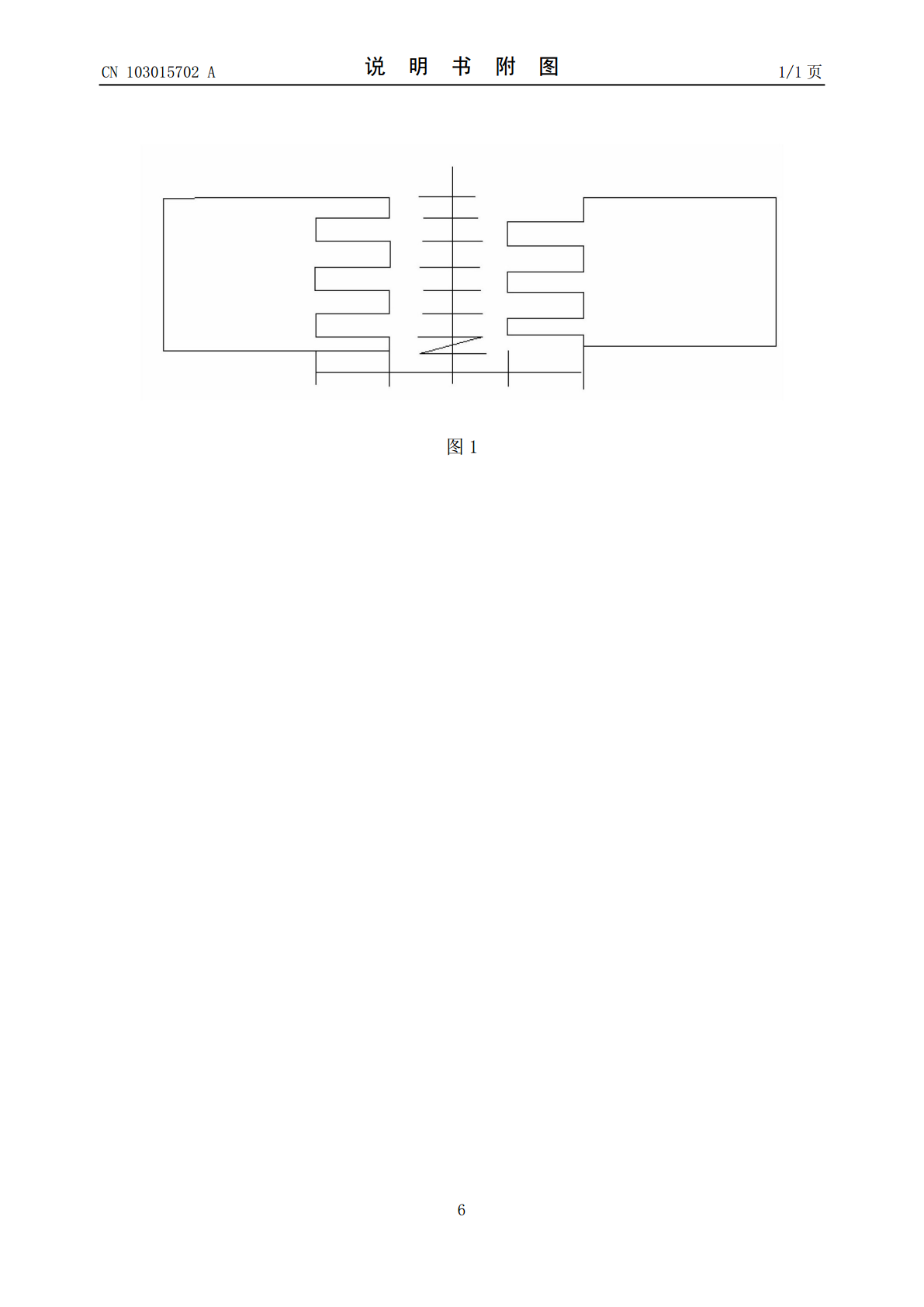
本发明公开了一种建筑胶合模板拼接修复方法,经废旧建筑胶合模板修整、齿轮形槽口制作、拼装成板和压膜成品等步骤,重新制成合格的建筑胶合模板。该法所用原材料普遍、节能环保、操作简单、成本低廉,能方便地解决废旧损坏建筑胶合模板的回收利用问题,充分发挥模板的再使用价值,不失为建筑胶合模板来源的理想补充材料。

一种折线型胶合木拼接方法.pdf
本发明提供了一种折线型胶合木拼接方法,其将胶合木的折线位置处通过多层板材粘接形成圆角过渡,然后根据折角的形态胶圆角过渡位置进行多余部分的去除,使得整个结构的处理快速方便,且尽可能保留完整纤维,使得整个结构受力好,且外观美观。预先根据所设计的折线的角度设置对应的半圆块,将单块胶合板拼装于半圆块的圆弧表面,使得胶合板和半圆块接触的表面的中心区域贴合、胶合板的两侧和半圆块的中心区域外侧形成两个切点后分别向外侧延伸布置,之后依次将若干层胶合板沿着相对靠近半圆块的对应胶合板的外表面顺次层叠胶合,直至圆弧区域的厚度大

模板拼接机 木板对接机 建筑模板拼接机 方模板对接.doc
建筑模板拼接机日期:1336年375月7733日建筑模板拼接机,木板对接机,方模板对接机介绍:废旧模板拼接机主要用于建筑工地使用的废旧模板、废旧多层板的再生利用,可以将小模板拼接成大木板,大大提高了建筑模板的利用率,并且改善了原板材的物理性能和使用质量;减轻了工人的劳动强。机器特点:1、高性能水液压动力系统,接合力强、动作顺畅;2、(气)液缸为通过ISO9000认证的名牌产品;3、独特设计的自动调压接合装置,确保整支接榫头尾接合力一致、牢固;4、对接压力可超过10吨。润联机械产品主要包括:食品类多功能鱼丸

一种木模板拼接装置及木模板拼接方法.pdf
本发明提供了一种木模板拼接装置及木模板拼接方法,该木模板拼接装置包括:拼接条和拼接头;其中,任意相邻两个所述木模板之间的拼接缝处通过所述拼接条相连接;至少三个所述木模板的拼接位置通过拼接头相连接,以使各所述木模板之间整体拼接为组合式模板结构。本发明通过在两块木模板拼接的缝隙中采用拼接条对平直缝隙进行填堵,在木模板的拼接位置采用拼接头进行搭接,进而将所有拼接缝连成整体,从而有效地杜绝木模板拼接产生的间隙,提高木模板表面的平整度。
建筑表面饰材的图案拼接方法及其拼接组件.pdf
一种建筑表面饰材的图案拼接方法及其拼接组件,是以N片(其中N为≥1的自然数)第一矩形基本元件以同长边毗连同长边的逐片毗连方式,拼接成矩形构图组;自矩形构图组的任一角隅的第一隅点,到对角角隅的第二隅点之间,以连续线连接成轮廓线段,并在每一片第一矩形基本元件上分隔且装饰成表面外观相异的第一区域与第二区域;分别制备全区表面外观各自与第一区域及第二区域的表面外观相同的第二矩形基本元件及第三矩形基本元件;选取表面外观与轮廓均副合于构图所需的第一矩形基本元件、第二矩形基本元件或/及第三矩形基本元件,拼接成具有预定构图