
一种智能自动金相切割机.pdf

高格****gu


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种智能自动金相切割机.pdf
一种智能自动金相切割机,它涉及机械领域,外框架上安装有框架门,外框架的一侧连接有触摸屏,外框架的下方设置有万向脚轮,外框架的内部设置有控制装置,控制装置的上方设置有水泵,水泵的下方连接有冷却水箱,外框架的上方设置有切割室基板,切割室基板的上方连接有切割室密封罩壳,切割室密封罩壳的一侧设置有限位组,切割室密封罩壳的另一侧设置有压力棒,切割室基板的中部设置有防水灯,防水灯的一侧设置有主轴电机,主轴电机的下方设置有电机座,主轴电机的上方设置有主轴电机罩壳,它具有对操作人员及机器自身的多重保护功能,安全可靠。实现
一种智能自动金相镶嵌机.pdf
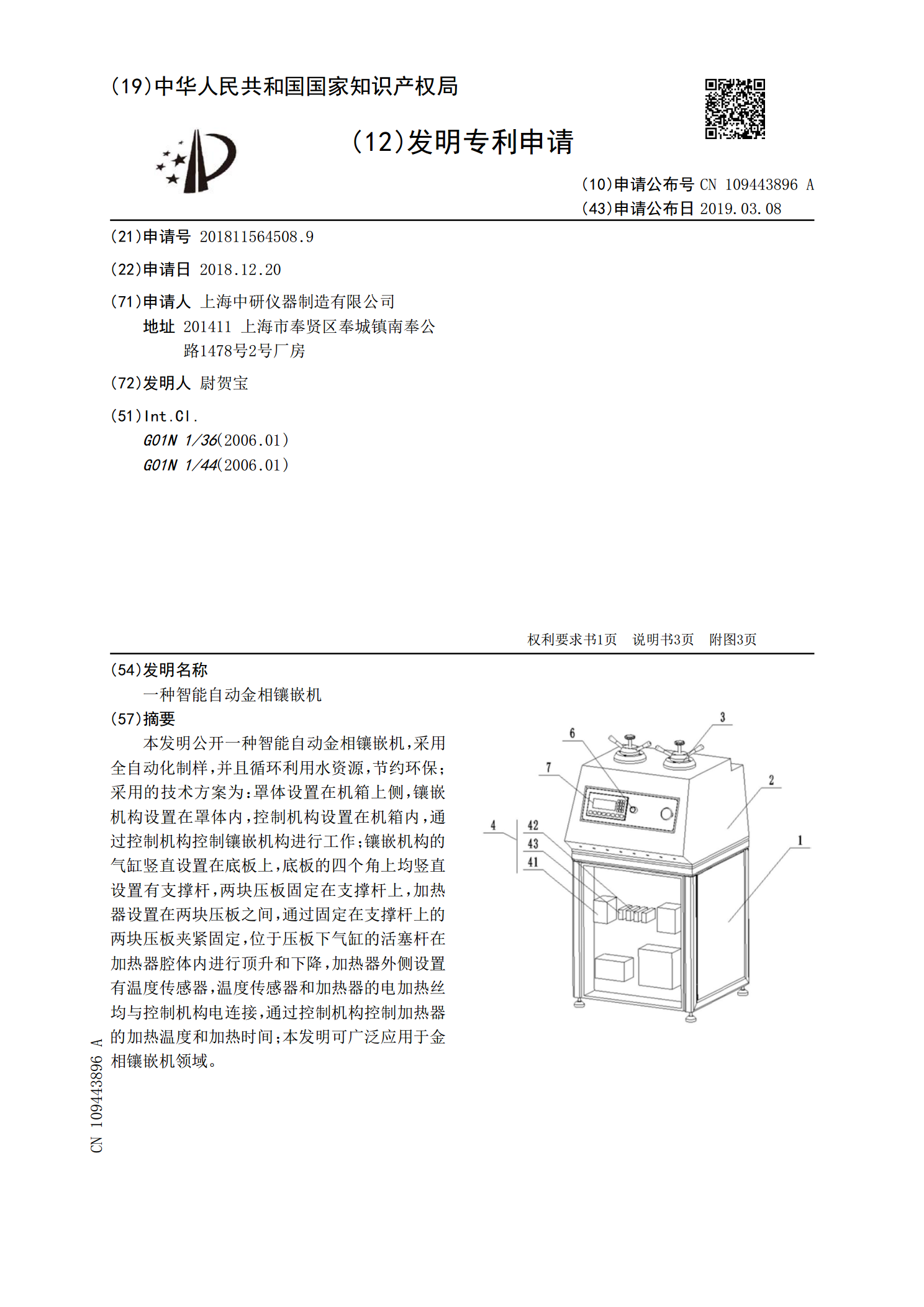
本发明公开一种智能自动金相镶嵌机,采用全自动化制样,并且循环利用水资源,节约环保;采用的技术方案为:罩体设置在机箱上侧,镶嵌机构设置在罩体内,控制机构设置在机箱内,通过控制机构控制镶嵌机构进行工作;镶嵌机构的气缸竖直设置在底板上,底板的四个角上均竖直设置有支撑杆,两块压板固定在支撑杆上,加热器设置在两块压板之间,通过固定在支撑杆上的两块压板夹紧固定,位于压板下气缸的活塞杆在加热器腔体内进行顶升和下降,加热器外侧设置有温度传感器,温度传感器和加热器的电加热丝均与控制机构电连接,通过控制机构控制加热器的加热温
一种全自动智能激光切割机.pdf
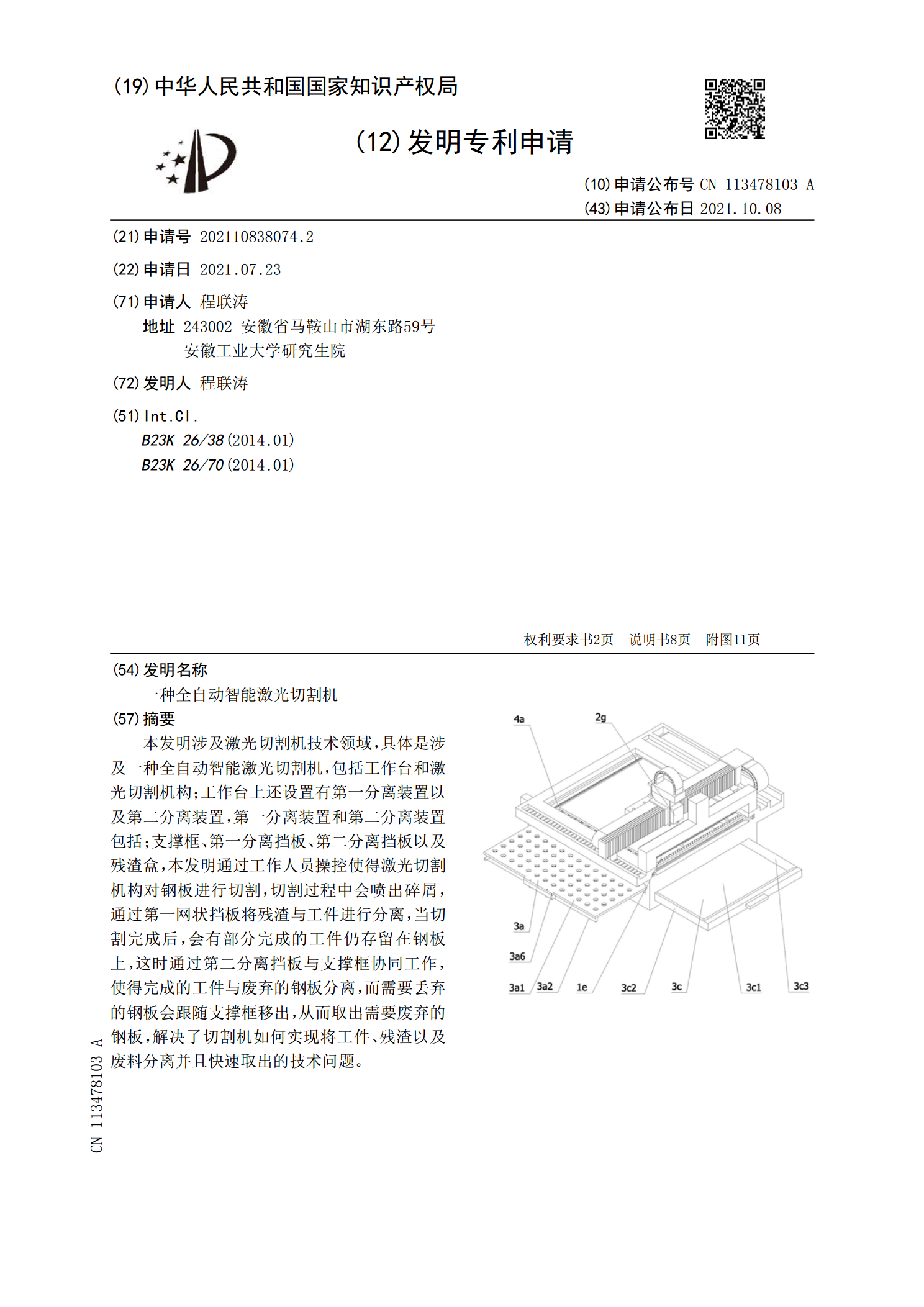
本发明涉及激光切割机技术领域,具体是涉及一种全自动智能激光切割机,包括工作台和激光切割机构;工作台上还设置有第一分离装置以及第二分离装置,第一分离装置和第二分离装置包括;支撑框、第一分离挡板、第二分离挡板以及残渣盒,本发明通过工作人员操控使得激光切割机构对钢板进行切割,切割过程中会喷出碎屑,通过第一网状挡板将残渣与工件进行分离,当切割完成后,会有部分完成的工件仍存留在钢板上,这时通过第二分离挡板与支撑框协同工作,使得完成的工件与废弃的钢板分离,而需要丢弃的钢板会跟随支撑框移出,从而取出需要废弃的钢板,解决
一种教学型金相试样切割机.pdf
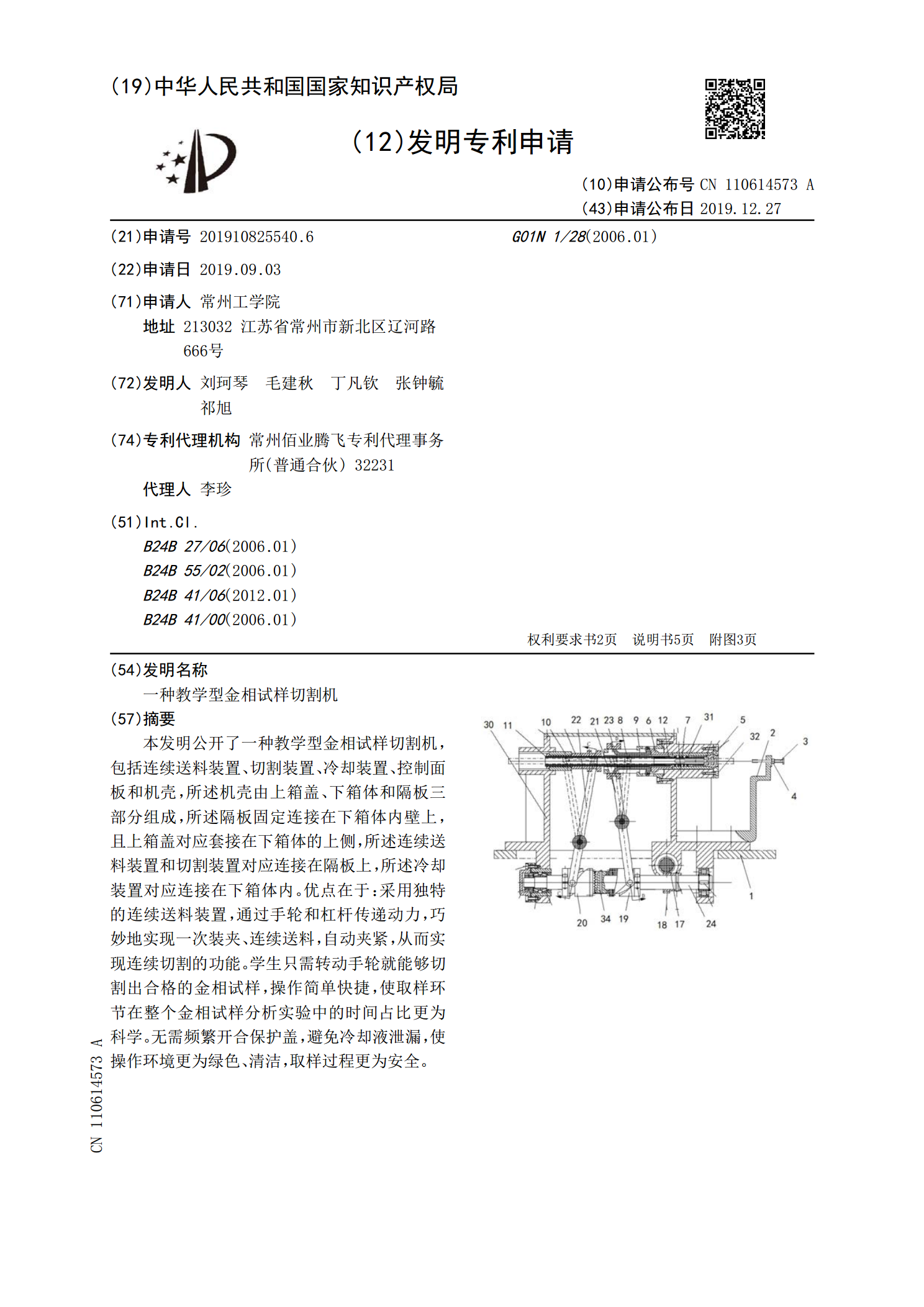
本发明公开了一种教学型金相试样切割机,包括连续送料装置、切割装置、冷却装置、控制面板和机壳,所述机壳由上箱盖、下箱体和隔板三部分组成,所述隔板固定连接在下箱体内壁上,且上箱盖对应套接在下箱体的上侧,所述连续送料装置和切割装置对应连接在隔板上,所述冷却装置对应连接在下箱体内。优点在于:采用独特的连续送料装置,通过手轮和杠杆传递动力,巧妙地实现一次装夹、连续送料,自动夹紧,从而实现连续切割的功能。学生只需转动手轮就能够切割出合格的金相试样,操作简单快捷,使取样环节在整个金相试样分析实验中的时间占比更为科学。无
一种全自动智能控制的电动钢管切割机装置.pdf
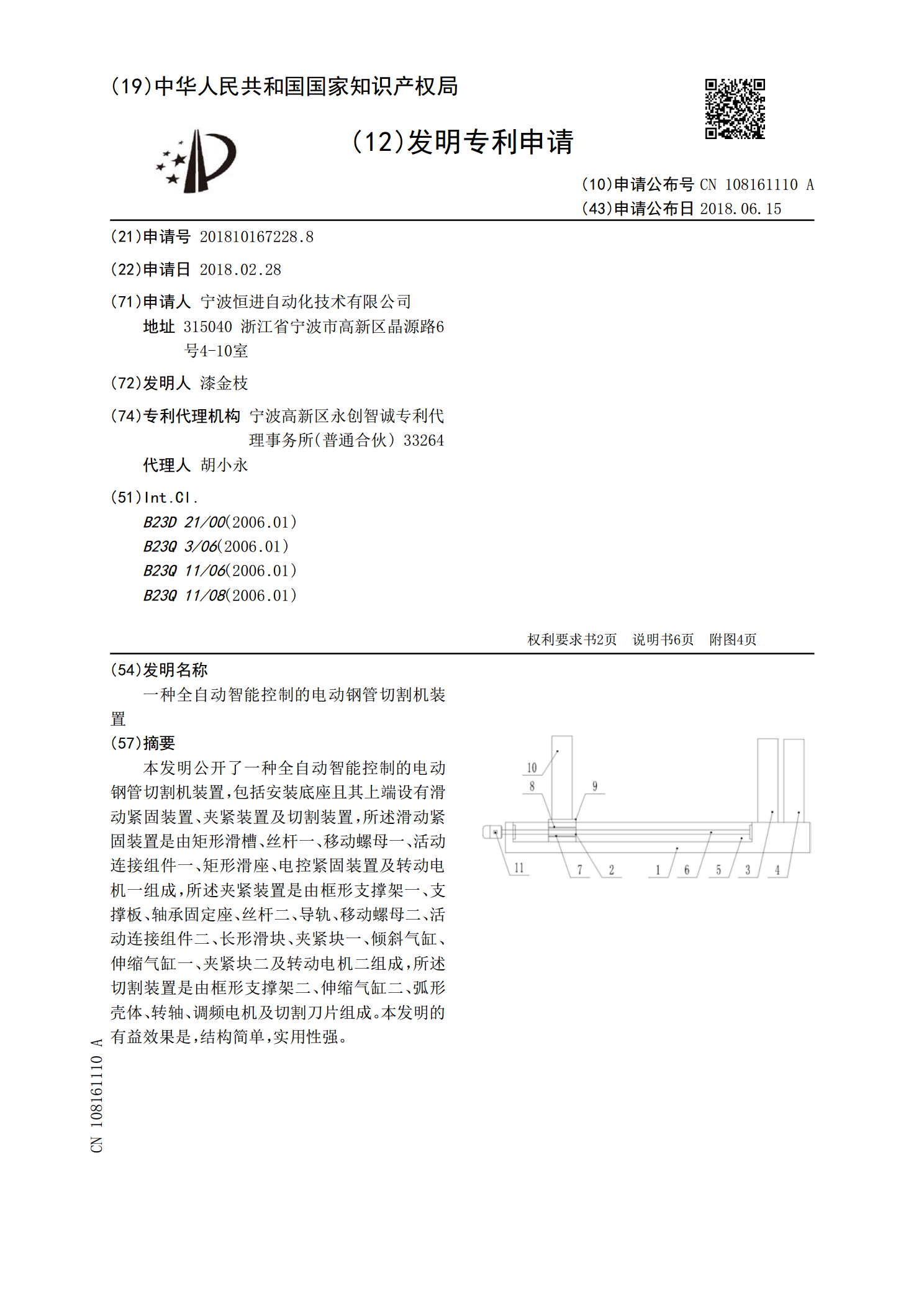
本发明公开了一种全自动智能控制的电动钢管切割机装置,包括安装底座且其上端设有滑动紧固装置、夹紧装置及切割装置,所述滑动紧固装置是由矩形滑槽、丝杆一、移动螺母一、活动连接组件一、矩形滑座、电控紧固装置及转动电机一组成,所述夹紧装置是由框形支撑架一、支撑板、轴承固定座、丝杆二、导轨、移动螺母二、活动连接组件二、长形滑块、夹紧块一、倾斜气缸、伸缩气缸一、夹紧块二及转动电机二组成,所述切割装置是由框形支撑架二、伸缩气缸二、弧形壳体、转轴、调频电机及切割刀片组成。本发明的有益效果是,结构简单,实用性强。