
反光杯成型方法及其所制成之反光杯.pdf

一条****彩妍


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

反光杯成型方法及其所制成之反光杯.pdf
本发明公开一种反光杯成型方法及其所制成之反光杯,而反光杯成型方法包含:提供一金属基材;将该金属基材设置于一基材模具上,藉由压力冲击该金属基材以形成一圆形基板;藉由一顶柱将该圆形基板顶置于一固定模具上;共同旋转该固定模具及该圆形基板,并由一旋轮加压贴近该圆形基板,以加压旋出一成型杯体;将该成型杯体设置于一定型模具上,并加压冲击该成型杯体以该成型杯体上形成一光学结构面;以及将该成型杯体以冲压将一底孔除去,以形成一反光杯。因此,藉由本发明可加速生产速度,且提高产品质量稳定度及精度。
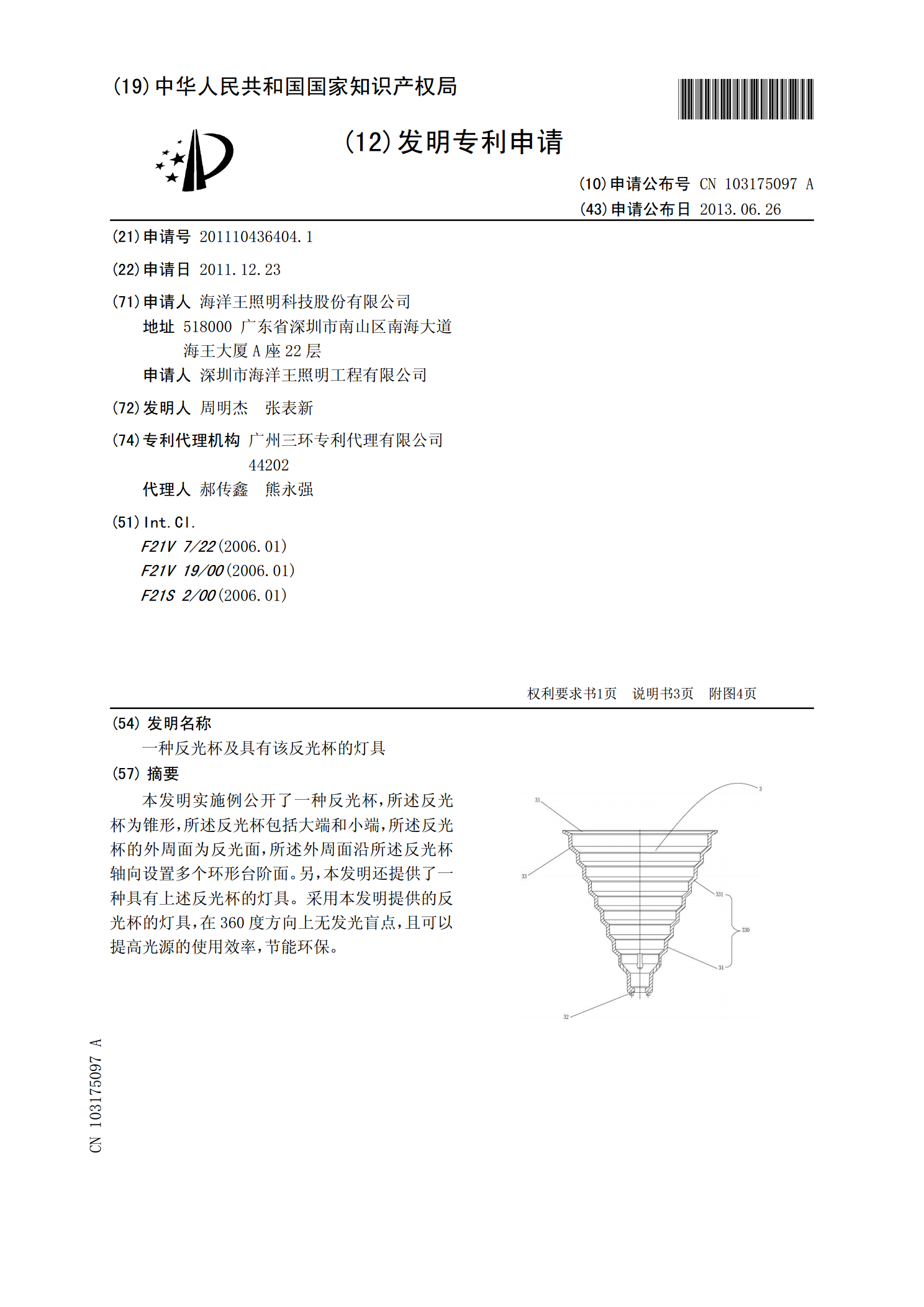
一种反光杯及具有该反光杯的灯具.pdf
本发明实施例公开了一种反光杯,所述反光杯为锥形,所述反光杯包括大端和小端,所述反光杯的外周面为反光面,所述外周面沿所述反光杯轴向设置多个环形台阶面。另,本发明还提供了一种具有上述反光杯的灯具。采用本发明提供的反光杯的灯具,在360度方向上无发光盲点,且可以提高光源的使用效率,节能环保。
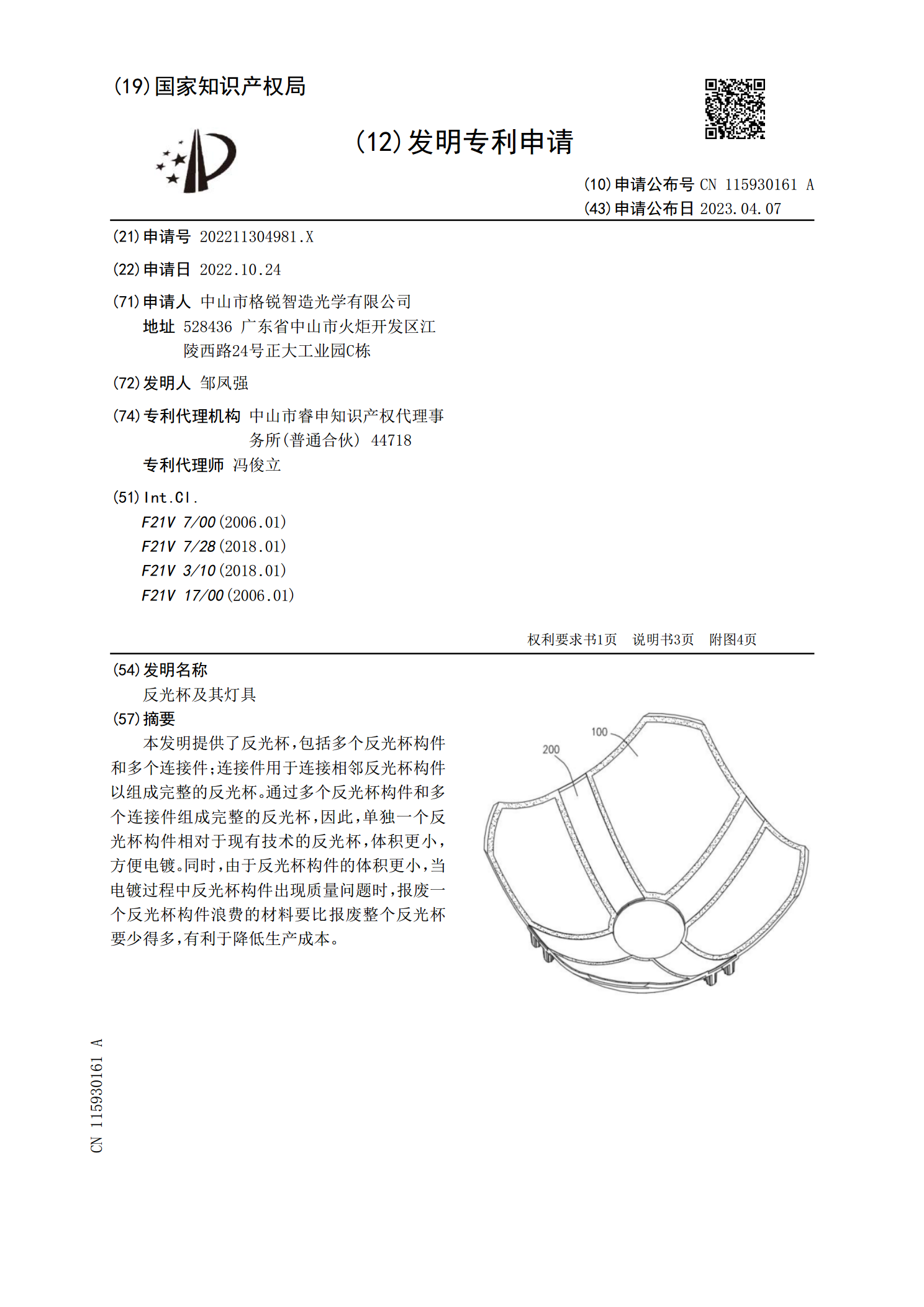
反光杯及其灯具.pdf
本发明提供了反光杯,包括多个反光杯构件和多个连接件;连接件用于连接相邻反光杯构件以组成完整的反光杯。通过多个反光杯构件和多个连接件组成完整的反光杯,因此,单独一个反光杯构件相对于现有技术的反光杯,体积更小,方便电镀。同时,由于反光杯构件的体积更小,当电镀过程中反光杯构件出现质量问题时,报废一个反光杯构件浪费的材料要比报废整个反光杯要少得多,有利于降低生产成本。
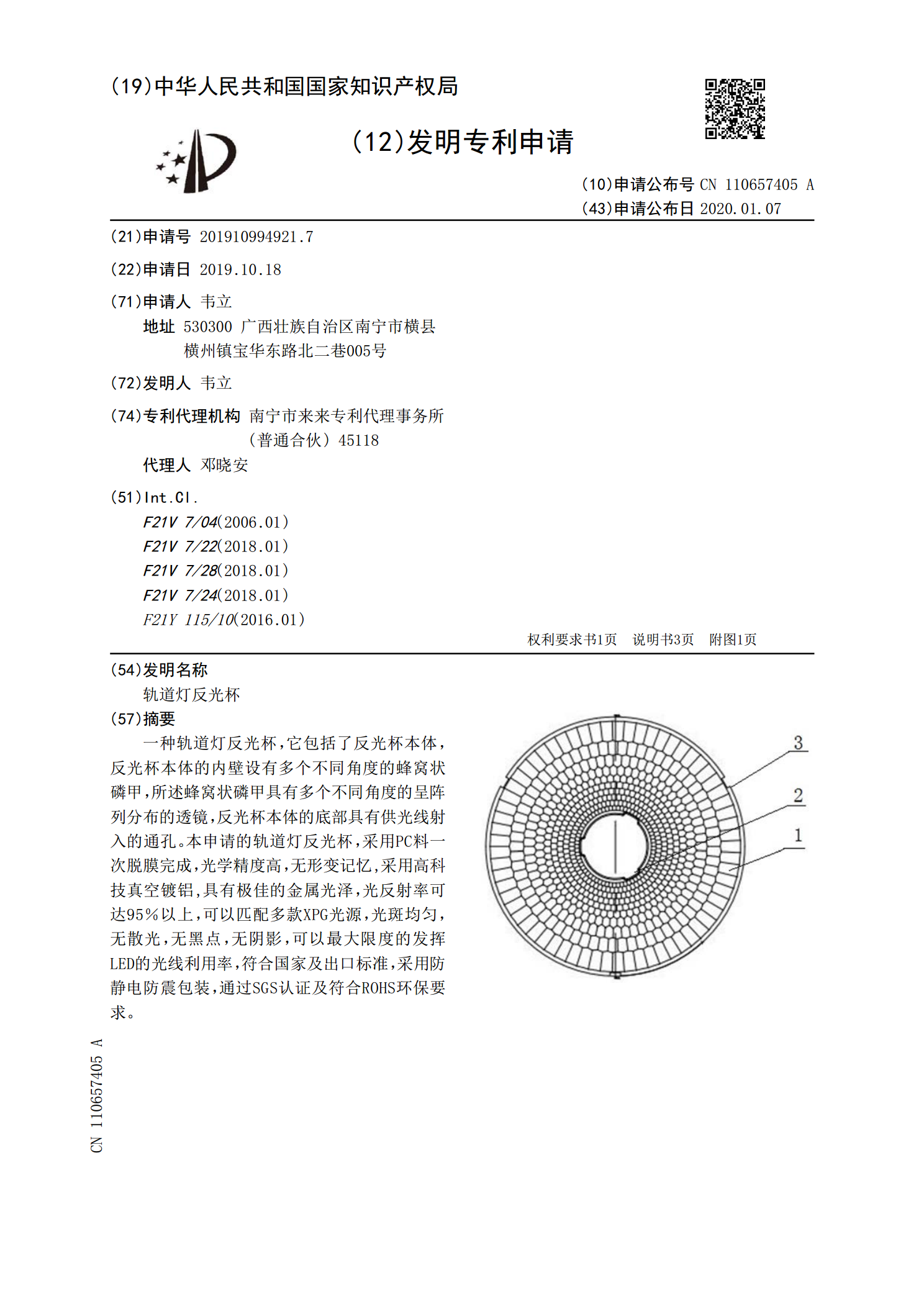
轨道灯反光杯.pdf
一种轨道灯反光杯,它包括了反光杯本体,反光杯本体的内壁设有多个不同角度的蜂窝状磷甲,所述蜂窝状磷甲具有多个不同角度的呈阵列分布的透镜,反光杯本体的底部具有供光线射入的通孔。本申请的轨道灯反光杯,采用PC料一次脱膜完成,光学精度高,无形变记忆,采用高科技真空镀铝,具有极佳的金属光泽,光反射率可达95%以上,可以匹配多款XPG光源,光斑均匀,无散光,无黑点,无阴影,可以最大限度的发挥LED的光线利用率,符合国家及出口标准,采用防静电防震包装,通过SGS认证及符合ROHS环保要求。

反光杯设计灯杯设计教材.doc
用TracePro设计鳞甲反光杯教程步骤一:插入复合型反射器(空心抛物面体),可以根据自己需要确定焦距大小和前段长度,在此选取焦距为10mm,前段长度为50mm,后段长度可以为0,也可以为9.999,但不能大于焦距10mm,厚度为0.5mm,见图1。图1步骤二:绕X轴旋转180度,并移动60毫米,见图2。图2步骤三:点击轮廓,显示出抛物面母线,母线就是纵向截面里边那条抛物线,见图3。图3步骤四:计算:设z为自变量,y为因变量,则抛物线方程为,其中,在(等于焦距)时,求得,即焦点处横截面的半径,以此作为半径