
一种滚刀的安装结构.pdf

努力****凌芹


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种滚刀的安装结构.pdf
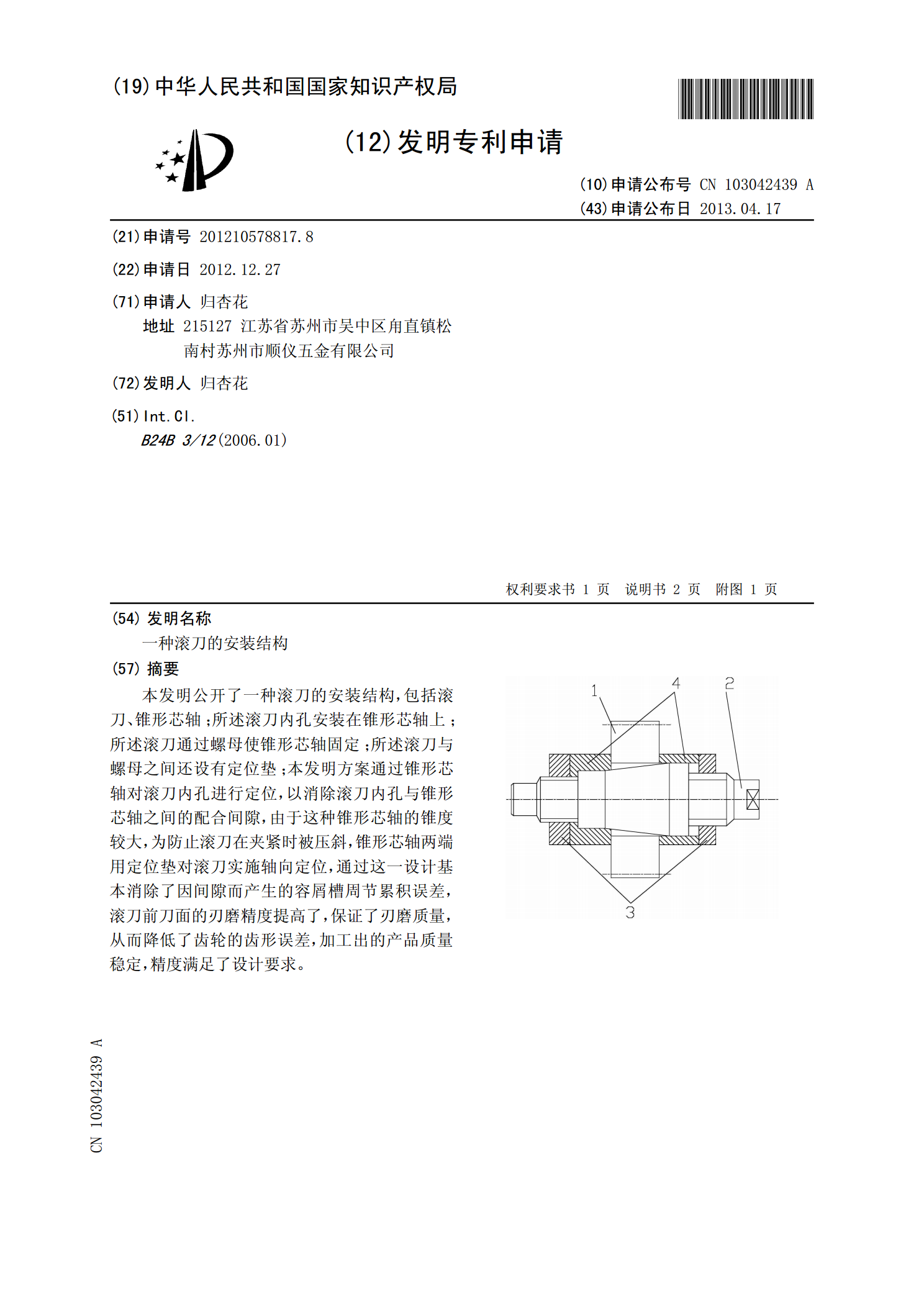
本发明公开了一种滚刀的安装结构,包括滚刀、锥形芯轴;所述滚刀内孔安装在锥形芯轴上;所述滚刀通过螺母使锥形芯轴固定;所述滚刀与螺母之间还设有定位垫;本发明方案通过锥形芯轴对滚刀内孔进行定位,以消除滚刀内孔与锥形芯轴之间的配合间隙,由于这种锥形芯轴的锥度较大,为防止滚刀在夹紧时被压斜,锥形芯轴两端用定位垫对滚刀实施轴向定位,通过这一设计基本消除了因间隙而产生的容屑槽周节累积误差,滚刀前刀面的刃磨精度提高了,保证了刃磨质量,从而降低了齿轮的齿形误差,加工出的产品质量稳定,精度满足了设计要求。
一种联体式结构滚刀.pdf
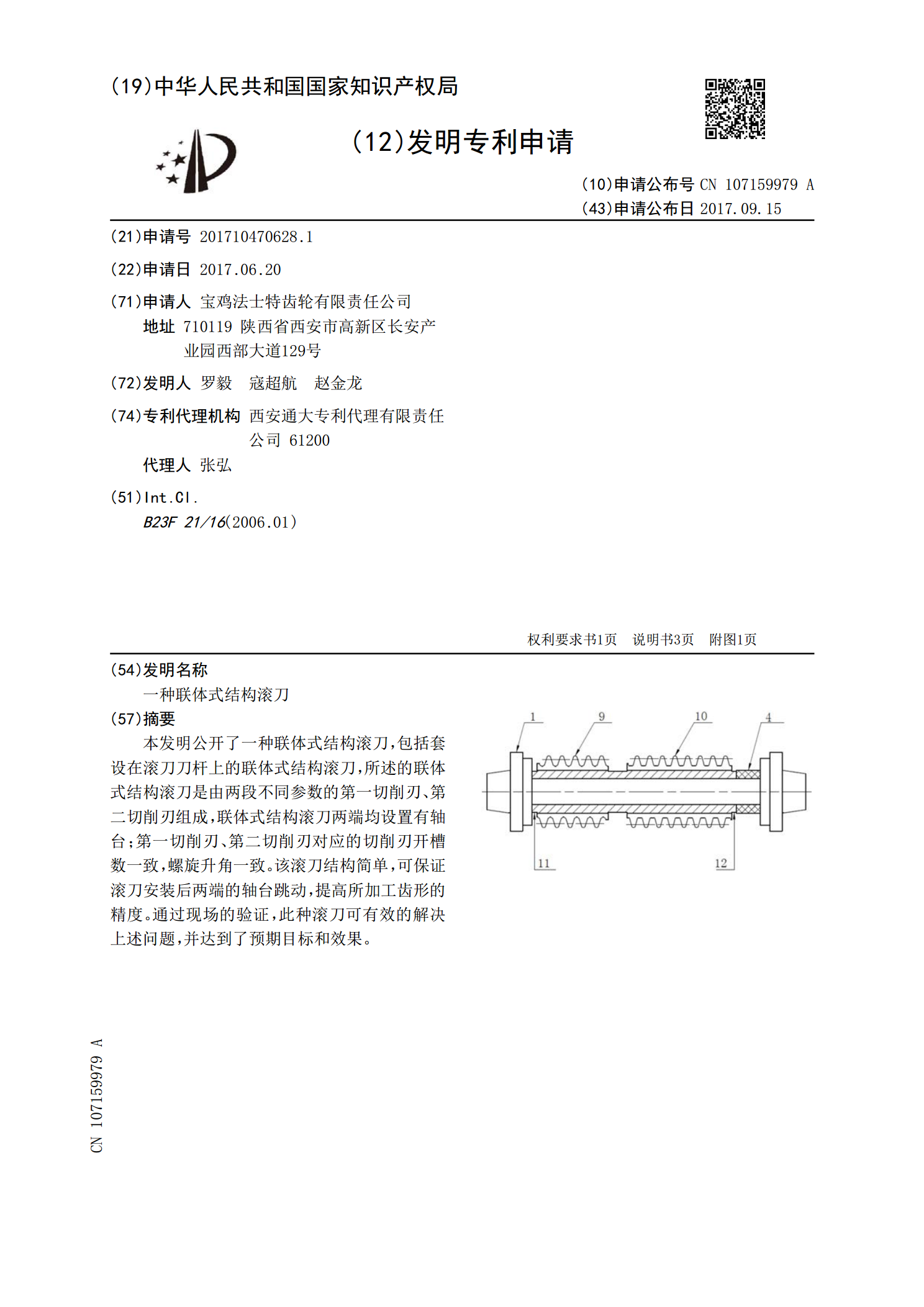
本发明公开了一种联体式结构滚刀,包括套设在滚刀刀杆上的联体式结构滚刀,所述的联体式结构滚刀是由两段不同参数的第一切削刃、第二切削刃组成,联体式结构滚刀两端均设置有轴台;第一切削刃、第二切削刃对应的切削刃开槽数一致,螺旋升角一致。该滚刀结构简单,可保证滚刀安装后两端的轴台跳动,提高所加工齿形的精度。通过现场的验证,此种滚刀可有效的解决上述问题,并达到了预期目标和效果。
一种齿轮滚刀安装架.pdf
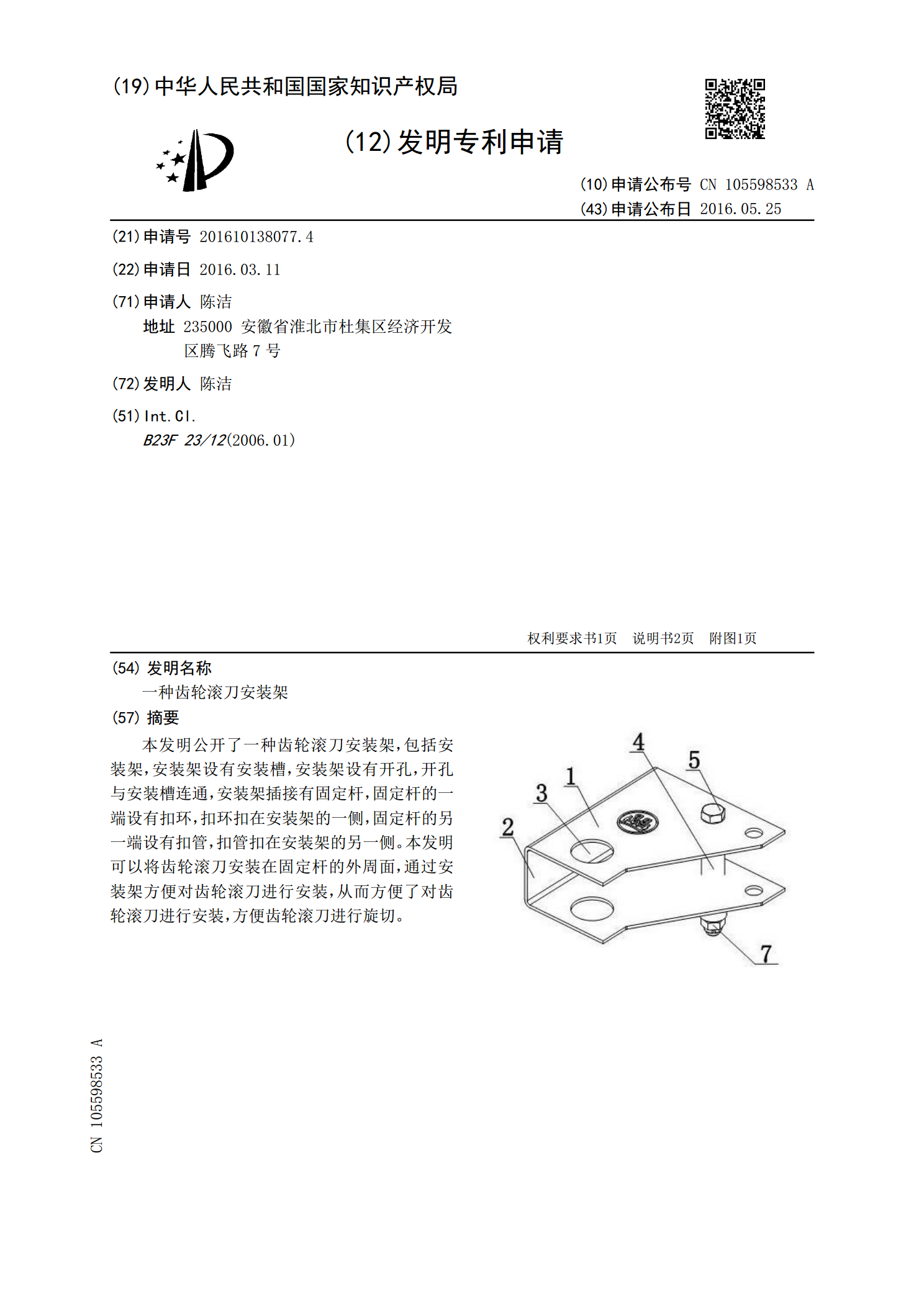
本发明公开了一种齿轮滚刀安装架,包括安装架,安装架设有安装槽,安装架设有开孔,开孔与安装槽连通,安装架插接有固定杆,固定杆的一端设有扣环,扣环扣在安装架的一侧,固定杆的另一端设有扣管,扣管扣在安装架的另一侧。本发明可以将齿轮滚刀安装在固定杆的外周面,通过安装架方便对齿轮滚刀进行安装,从而方便了对齿轮滚刀进行安装,方便齿轮滚刀进行旋切。
盾构机滚刀的轴端安装结构.pdf
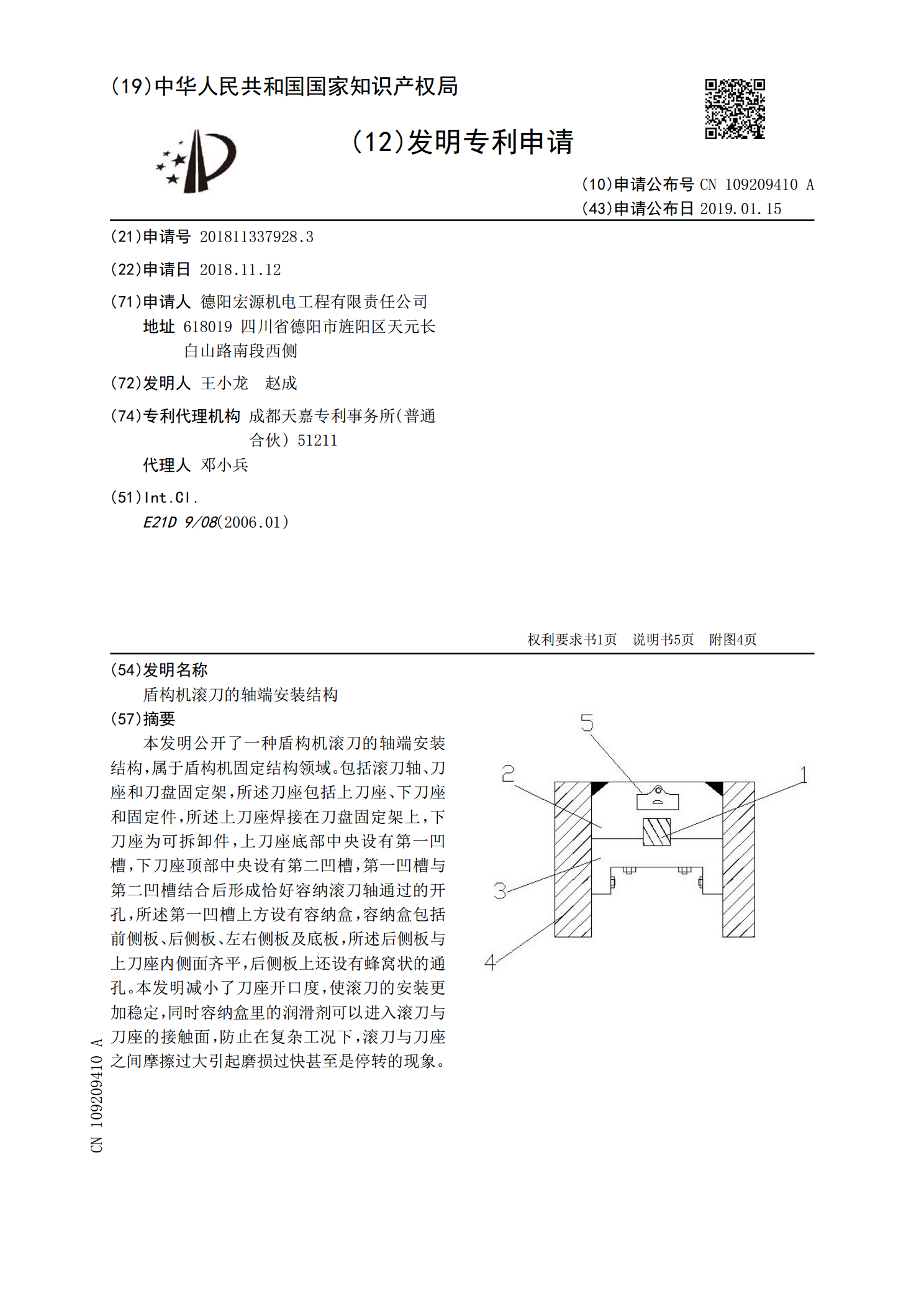
本发明公开了一种盾构机滚刀的轴端安装结构,属于盾构机固定结构领域。包括滚刀轴、刀座和刀盘固定架,所述刀座包括上刀座、下刀座和固定件,所述上刀座焊接在刀盘固定架上,下刀座为可拆卸件,上刀座底部中央设有第一凹槽,下刀座顶部中央设有第二凹槽,第一凹槽与第二凹槽结合后形成恰好容纳滚刀轴通过的开孔,所述第一凹槽上方设有容纳盒,容纳盒包括前侧板、后侧板、左右侧板及底板,所述后侧板与上刀座内侧面齐平,后侧板上还设有蜂窝状的通孔。本发明减小了刀座开口度,使滚刀的安装更加稳定,同时容纳盒里的润滑剂可以进入滚刀与刀座的接触面

滚刀安装角探讨.docx
滚刀安装角探讨标题:滚刀安装角探讨摘要:滚刀是一种常见的刀具,广泛应用于金属加工和机械加工领域。滚刀的安装角对于切削加工质量和刀具寿命有着重要的影响。本文通过文献研究和实验分析,探讨了滚刀安装角的选择与优化,以提高切削加工的效率和质量。引言:滚刀是机械加工中常用的刀具之一,其安装角的选择和优化对于提高切削加工的效率和质量起着至关重要的作用。正确选择和优化滚刀安装角可以减少切削力和摩擦,降低切削的噪音和振动,延长刀具的使用寿命。本文将从滚刀安装角的理论基础、影响因素、优化方法等方面进行深入探讨。一、滚刀安装