
直齿锥齿轮不磨齿根的加工方法.pdf

努力****爱静


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
直齿锥齿轮不磨齿根的加工方法.pdf
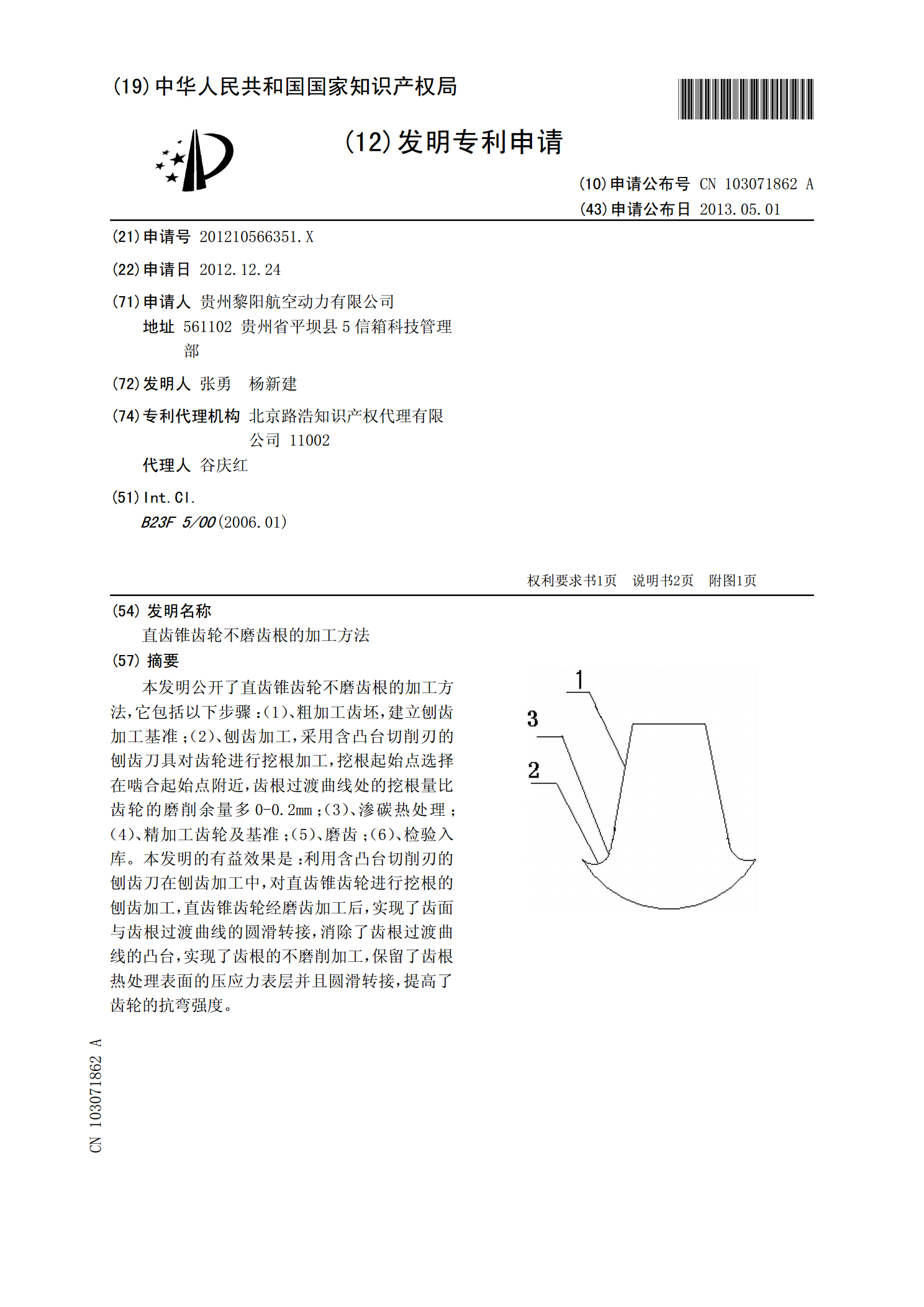
本发明公开了直齿锥齿轮不磨齿根的加工方法,它包括以下步骤:(1)、粗加工齿坯,建立刨齿加工基准;(2)、刨齿加工,采用含凸台切削刃的刨齿刀具对齿轮进行挖根加工,挖根起始点选择在啮合起始点附近,齿根过渡曲线处的挖根量比齿轮的磨削余量多0-0.2mm;(3)、渗碳热处理;(4)、精加工齿轮及基准;(5)、磨齿;(6)、检验入库。本发明的有益效果是:利用含凸台切削刃的刨齿刀在刨齿加工中,对直齿锥齿轮进行挖根的刨齿加工,直齿锥齿轮经磨齿加工后,实现了齿面与齿根过渡曲线的圆滑转接,消除了齿根过渡曲线的凸台,实现了齿

加工直齿锥齿轮的新方法.docx
加工直齿锥齿轮的新方法标题:加工直齿锥齿轮的新方法摘要:直齿锥齿轮是一种常见的传动装置,广泛应用于各个行业的机械设备中。本文旨在提出一种新的加工直齿锥齿轮的方法,通过优化加工工艺和工具设备,提高加工效率和产品质量。关键词:直齿锥齿轮,加工,新方法,工艺优化,工具设备1.引言直齿锥齿轮是一种传动装置,由于其体积小、承载能力大、传动平稳等特点,被广泛应用于各种工程机械、汽车和船舶等领域。在传统的直齿锥齿轮加工方法中存在一些问题,如加工效率低、加工成本高以及产品质量不稳定。因此,本文将介绍一种新的加工方法,旨在

直齿锥齿轮的连续滚切加工方法.pdf
一种直齿锥齿轮的连续滚切加工方法,是基于一种特殊的近似直线的内摆线,刀盘以ω
直齿锥齿轮齿根弯曲应力减缓结构.pdf
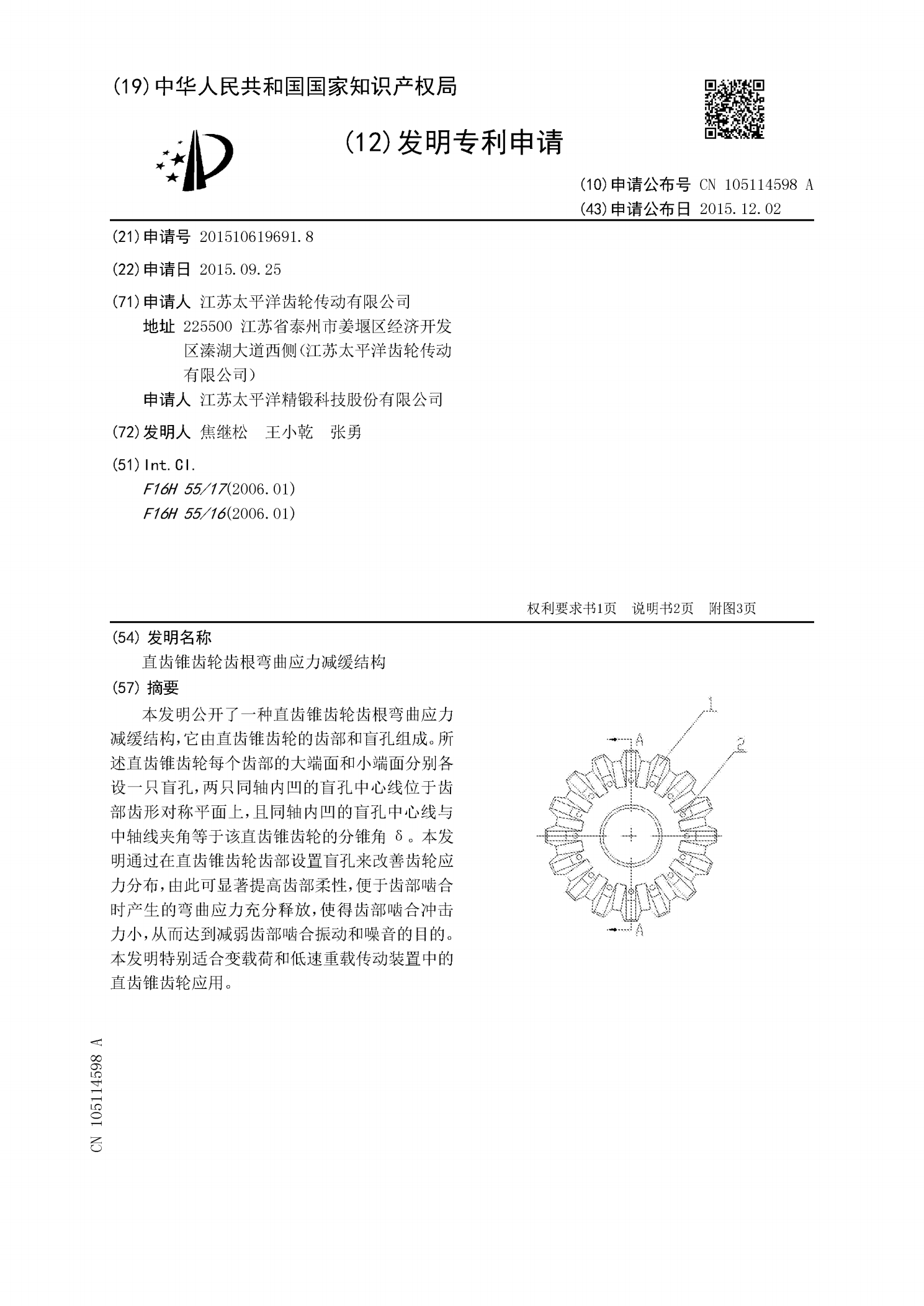
本发明公开了一种直齿锥齿轮齿根弯曲应力减缓结构,它由直齿锥齿轮的齿部和盲孔组成。所述直齿锥齿轮每个齿部的大端面和小端面分别各设一只盲孔,两只同轴内凹的盲孔中心线位于齿部齿形对称平面上,且同轴内凹的盲孔中心线与中轴线夹角等于该直齿锥齿轮的分锥角δ。本发明通过在直齿锥齿轮齿部设置盲孔来改善齿轮应力分布,由此可显著提高齿部柔性,便于齿部啮合时产生的弯曲应力充分释放,使得齿部啮合冲击力小,从而达到减弱齿部啮合振动和噪音的目的。本发明特别适合变载荷和低速重载传动装置中的直齿锥齿轮应用。

直齿锥齿轮线切割加工机床.pdf
本发明涉及一种直齿锥齿轮线切割加工机床,包括底座、运丝机构、回转工作台等几大部分,所述运丝机构通过运丝拖板安装于底座上,它包括运丝电机、贮丝筒、传动组件等,它还包括两个安装于底座上的固定主导轮立柱和进给立柱;它还包括一个带有进给电机及传动组件的电极丝进给机构,该进给机构还至少包括一个进给机构运动拖板,该拖板上安装有进给主导轮;在进给电机的驱动下,进给机构运动拖板最终运动至,进给主导轮与固定主导轮的连线恰位于直齿锥齿轮所在圆锥的母线处;绕于贮丝筒上的电极丝从贮丝筒引出后,最终在进给主导轮与固定主导轮间闭合形