
树脂齿轮和其制造方法及其制造装置.pdf

邻家****曼玉


1/10

2/10
3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

树脂齿轮和其制造方法及其制造装置.pdf
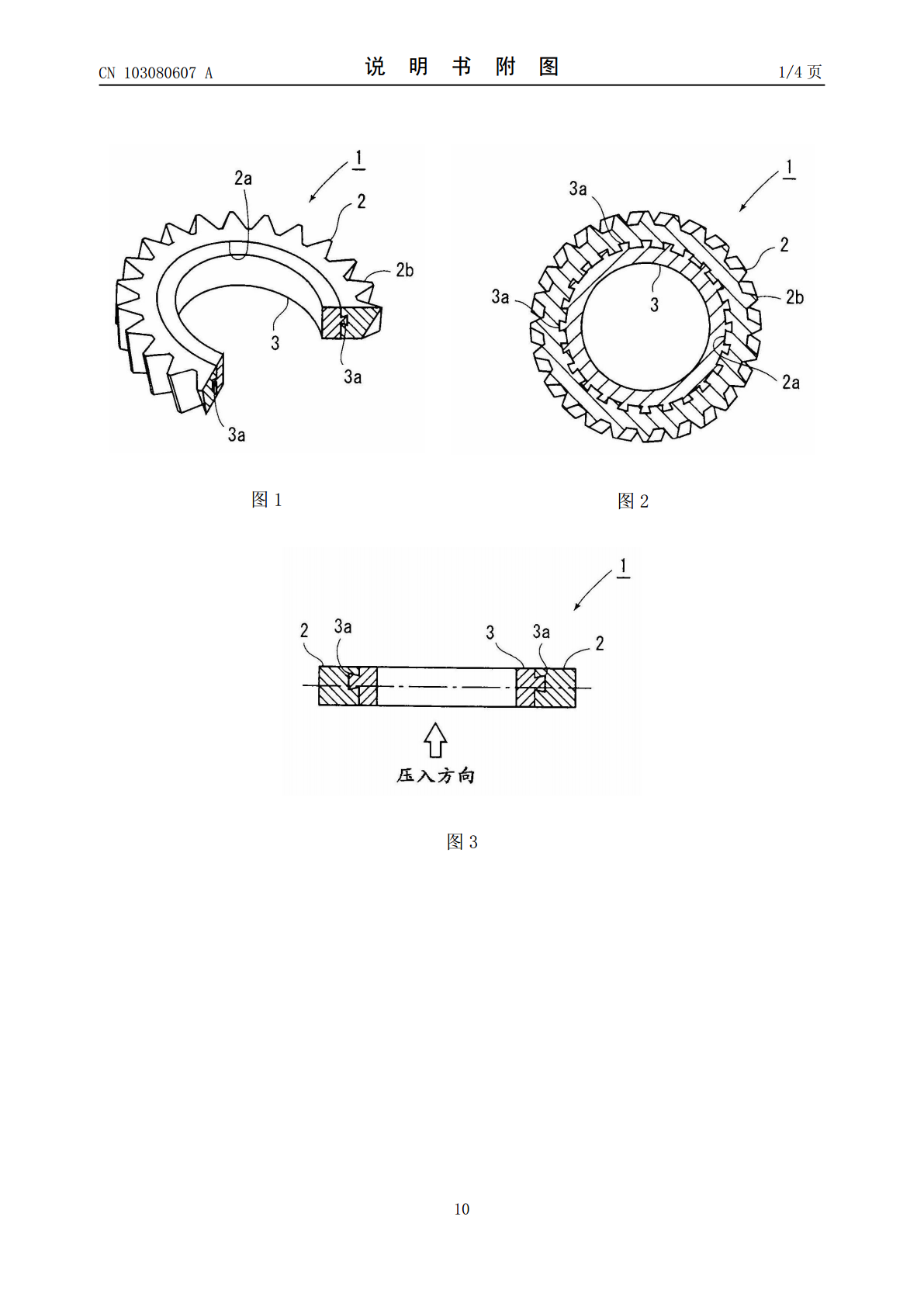
本发明提供树脂齿轮以及适合于制造该树脂齿轮的制造装置,通过层叠齿轮状的片状树脂(Sa),使得齿部(2b)沿轴向排列,做成平齿齿轮状的净成型体(4),将该净成型体收容于具备平齿齿轮状的保持空间(14a)的净成型体保持架(14)。使设于上模(15)的平齿齿轮状的按压构件(15a)下降,加热压缩净成型体(4),并且形成于下模(12)的上述树脂齿轮的齿部压入斜齿状的成形空间,使上述净成型体(4)的齿部(4a)变形为相对于轴向倾斜的斜齿,使所成形的树脂齿轮(1)的齿部(2b)的强化纤维的方向相对于轴向倾斜。利用作用

树脂制齿轮、树脂制齿轮用聚缩醛树脂组合物、其制造方法、和树脂制齿轮的制造方法.pdf
本发明涉及树脂制齿轮、树脂制齿轮用聚缩醛树脂组合物、其制造方法、和树脂制齿轮的制造方法。本发明要解决的课题在于得到一种具有高耐久性和静音性的齿轮。一种树脂制齿轮,其为具有齿圈部(2)、和设置于该齿圈部(2)的外周部的齿部(1)的树脂制齿轮,其中,应变量c(%)与应变量d(%)之差(d-c:残余应变)为0.9个百分点以下,上述应变量c(%)为对于上述齿圈部(2)、或对于上述齿圈部(2)和上述齿部(1)进行1次75MPa的载荷和从75MPa至15MPa的卸载后的齿轮的应变量,上述应变量d(%)为反复进行50次

成形材料的制造装置和树脂制齿轮的制造方法.pdf
本发明提供一种能够在不延长排水时间的同时大幅降低底部件的更换频率的成形材料的制造装置。由不锈钢制的圆环状的波浪金属网(39A)和不锈钢制的圆环状的平纹金属网(39B)这2层金属网构成底部件(39),且将2层金属网间通过烧结而固定在一起。在底部件(39)与中空下压缩模(2)之间配置具有多个贯通孔(41)并支承底部件(39)的不锈钢制的支承板(40)。

树脂齿轮及其制造方法.pdf
在树脂齿轮中,轮缘在包括浇口的一侧离辐板的包括浇口的表面的高度为h1,在包括浇口的一侧的轮缘厚度为T1,轮缘在与包括浇口的一侧相反的一侧离辐板的与包括浇口的表面相反的表面的高度为h2,并且在与包括浇口的一侧相反的一侧的轮缘厚度为T2,其中h1≥h2,如此构造使得T1h1

成形材料的制造方法、成形材料制造装置和树脂制齿轮的制造方法.pdf
本发明提供一种能够防止成形材料中出现裂纹的成形材料的制造方法和在该方法中使用的成形材料制造装置。在将成形材料(35)保持于中空上压缩模(4)与中空下压缩模(2)之间的状态下,使筒状模具(3)沿着中空上压缩模(4)和中空下压缩模(2)向下方滑动。然后,使中空上压缩模(4)向上方移动,从而使中空上压缩模(4)与中空下压缩模(2)相对地远离。然后,在拿掉浆料扩散部件(7)之后,取出成形材料(35)。