
同步带轮支承轴的加工工艺.pdf

瀚玥****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

同步带轮支承轴的加工工艺.pdf
本发明公开了同步带轮支承轴加工工艺,选用合适的型钢用电动锯床锯割成同步带轮支承轴圆柱体毛坯—去除外表毛刺—用普通车床粗车环形阶梯面、凸台和凸台端面,钻轴安装孔,粗车法兰盘圆柱面和法兰盘端面—调质—用数控车床精车法兰盘端面和法兰盘柱面,精车各阶梯台阶面,精车轴安装孔,精车砂轮磨削越程槽,精车凸台端面—磨削法兰端面和凸台端面—用铣加工中心钻锁紧螺孔和拆卸螺孔,钻定位孔和销孔,铣法兰盘缺失块,铣等腰梯形通槽,铣封闭锥槽,该一种同步带轮支承轴加工工艺,使用数控车床和加工中心加工,精度高,有利于保证质量,提高效率。

支承轴机械加工工艺及工装改进思考.docx
支承轴机械加工工艺及工装改进思考作为机械加工领域关键部件之一的支承轴,一直以来都扮演着重要的角色。其制造工艺和工装严格要求,不仅涉及到机械加工的精度和质量,还直接影响到整个机械设备的可靠性和使用寿命。因此,对支承轴的机械加工工艺和工装进行改进,不仅是提高机械加工工艺水平的必要举措,而且也是实现机械制造行业转型升级的必由之路。一、支承轴机械加工工艺改进1、粗加工与精加工分离支承轴机械加工包括铣削、车削、镗孔、切割等工艺,其中铣削与车削是主要的加工方式。在支承轴的制造过程中,传统的工艺模式是粗加工和精加工一体
一体式轴支承结构及其加工工艺.pdf
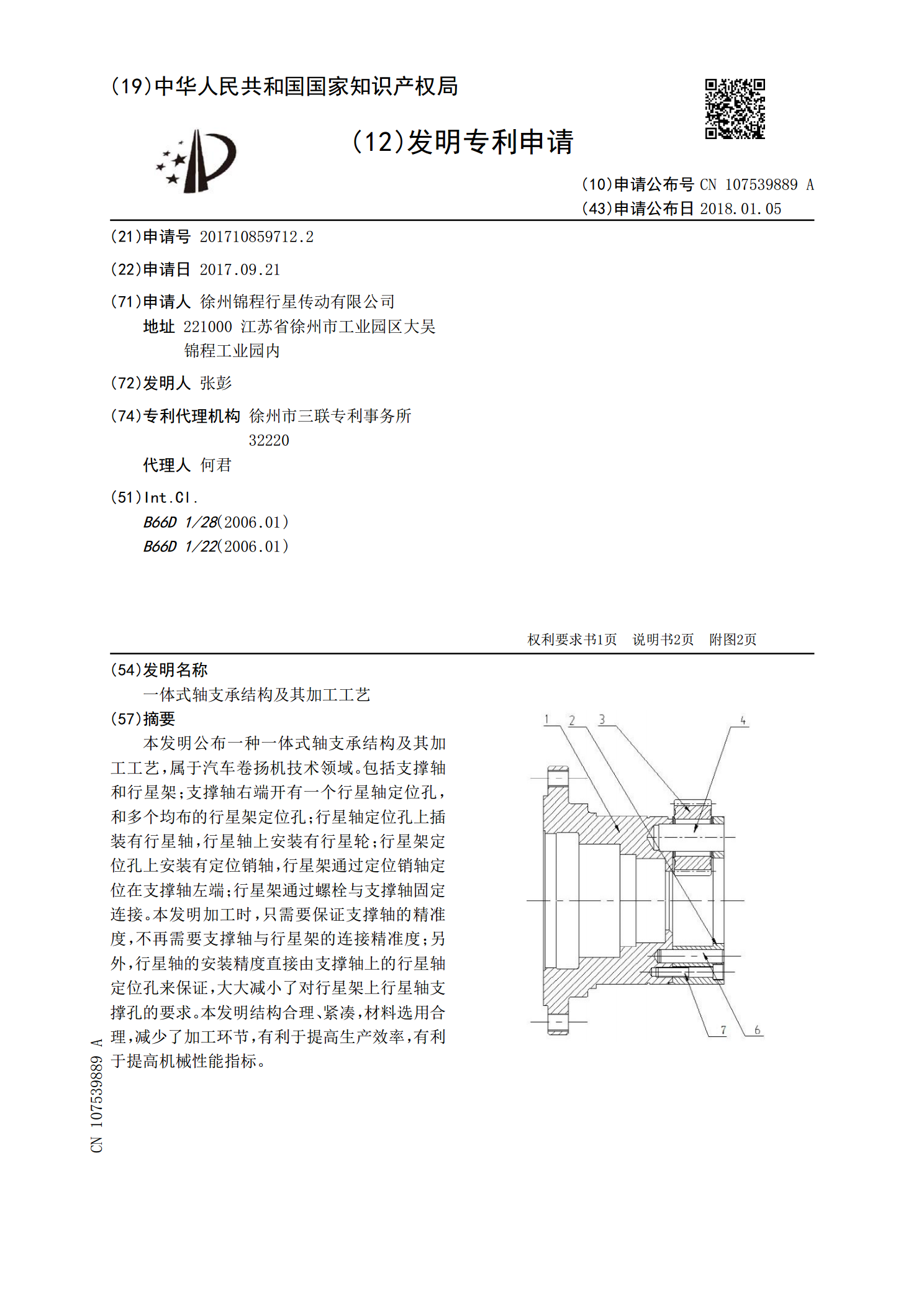
本发明公布一种一体式轴支承结构及其加工工艺,属于汽车卷扬机技术领域。包括支撑轴和行星架;支撑轴右端开有一个行星轴定位孔,和多个均布的行星架定位孔;行星轴定位孔上插装有行星轴,行星轴上安装有行星轮;行星架定位孔上安装有定位销轴,行星架通过定位销轴定位在支撑轴左端;行星架通过螺栓与支撑轴固定连接。本发明加工时,只需要保证支撑轴的精准度,不再需要支撑轴与行星架的连接精准度;另外,行星轴的安装精度直接由支撑轴上的行星轴定位孔来保证,大大减小了对行星架上行星轴支撑孔的要求。本发明结构合理、紧凑,材料选用合理,减少了

轴的加工工艺.doc
课题:轴类零件加工工艺一、教学目的:熟悉轴类零件加工的重要工艺,其中涉及结构特点、技术规定分析、定位基准选择用一般工艺路线的拟定。掌握阶梯轴的加工工艺分析和工艺路线的拟订。二、教学重点:轴类零件加工工艺分析三、教学难点:轴类零件加工工艺路线的拟定四、教学时数:2学时,其中实践性教学学时。五、习题:六、教学后记:第六章典型零件加工第一节轴类零件加工一、概述(一)、轴类零件的功用与结构特点1、功用:为支承传动零件(齿轮、皮带轮等)、传动扭矩、承受载荷,以及保证装在主轴上的工件或刀具具有一定的回转精度。2、分类

轴加工工艺.doc
第三十讲轴类零件加工工艺传动轴机械加工工艺实例轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。1.零件图样分析图A-1传动轴图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在